




ତଥ୍ୟ ଅନୁଯାୟୀ, ପ୍ରଥମ ଶିଶୁ ଷ୍ଟ୍ରୋଲର୍ 1733 ମସିହାରେ ଇଂଲଣ୍ଡରେ ଜନ୍ମଗ୍ରହଣ କରିଥିଲେ। ସେହି ସମୟରେ ଏହା ଏକ ରଥ ପରି ଏକ ଟୋକେଇ ସହିତ ଏକ ଷ୍ଟ୍ରୋଲର୍ ଥିଲା | ବିଂଶ ଶତାବ୍ଦୀ ପରେ, ଶିଶୁ ଷ୍ଟ୍ରୋଲର୍ସ ଲୋକପ୍ରିୟ ହେଲା, ଏବଂ ସେମାନଙ୍କର ମ basic ଳିକ ସାମଗ୍ରୀ, ପ୍ଲାଟଫର୍ମ ଗଠନ, ସୁରକ୍ଷା କାର୍ଯ୍ୟଦକ୍ଷତା ଏବଂ ଅନ୍ୟାନ୍ୟ ଦିଗ ମଧ୍ୟ କ୍ରମାଗତ ଭାବରେ ଉନ୍ନତି କରେ | ଆଜିକାଲି, ଶିଶୁ ଷ୍ଟ୍ରୋଲରଗୁଡିକ ମୂଳତ families ପରିବାରମାନଙ୍କ ପାଇଁ ଏକ ଆବଶ୍ୟକୀୟ ହୋଇପାରିଛନ୍ତି, ଏବଂ ଶିଶୁ ଷ୍ଟ୍ରୋଲରର ଯାଞ୍ଚ ବିଶେଷ ଗୁରୁତ୍ୱପୂର୍ଣ୍ଣ |
ବିଭିନ୍ନ ଦେଶରେ ବିଭିନ୍ନ ପ୍ରକାରର ଯାଞ୍ଚ ମାନ ଏବଂ ପଦ୍ଧତି ଅଛି ଯେପରିକି ଶିଶୁ ଷ୍ଟ୍ରୋଲର୍ | ଶିଶୁ ଷ୍ଟ୍ରୋଲରମାନଙ୍କ ପାଇଁ ନିମ୍ନଲିଖିତଗୁଡ଼ିକ ହେଉଛି ସାଧାରଣ ଯାଞ୍ଚ ଆବଶ୍ୟକତା |
ଶିଶୁ ଷ୍ଟ୍ରୋଲର ଯାଞ୍ଚ ଆବଶ୍ୟକତା |
ରଙ୍ଗ ମେଳ ଯାଞ୍ଚ |
2। ଉତ୍ପାଦ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ ଯାଞ୍ଚ |
3। ଦୃଶ୍ୟ ଯାଞ୍ଚ (ପ୍ଲାଷ୍ଟିକ୍ ରୂପ, ହାର୍ଡୱେର୍ ରୂପ, ପାଇପ୍ ଫିଟିଙ୍ଗ୍ ରୂପ) |
4। ସମାପ୍ତ ଉତ୍ପାଦ ସଂରଚନା ପରୀକ୍ଷଣ ଆବଶ୍ୟକତା |
5। ଉପାଦାନ ଏବଂ ରିଭେଟ୍ ମିଶ୍ରଣ ପାଇଁ ଆବଶ୍ୟକତା |
ଲେଥ୍ ଫଙ୍କସନ୍ ଯାଞ୍ଚ ପାଇଁ ଆବଶ୍ୟକତା |
ପାରାସୋଲ୍ ଯାଞ୍ଚ ଆବଶ୍ୟକତା |
8। ପ୍ୟାକେଜିଂ ଯାଞ୍ଚ ଆବଶ୍ୟକତା |
ରଙ୍ଗ ମେଳଣ ସଠିକ୍ ଏବଂ ଅର୍ଡର ସୂଚନାର ଆବଶ୍ୟକତା ପୂରଣ କରେ | କ wrong ଣସି ଭୁଲ ରଙ୍ଗ କିମ୍ବା ଶ style ଳୀ ନାହିଁ |
2. ଉତ୍ପାଦ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ |ଯାଞ୍ଚ
1) | ଉତ୍ପାଦ ନିର୍ଦ୍ଦିଷ୍ଟତା ଇଞ୍ଜିନିୟରିଂ ଏବଂ ବ technical ଷୟିକ ତଥ୍ୟ ସହିତ ସୁସଙ୍ଗତ ହେବା ଜରୁରୀ;
2) | ବହୁଳ ସାମଗ୍ରୀ ସୀମିତ ନମୁନା ସହିତ ମେଳ ହେବା ଜରୁରୀ |
3। ଦୃଶ୍ୟ ଯାଞ୍ଚ (ପ୍ଲାଷ୍ଟିକ୍ ରୂପ, ହାର୍ଡୱେର୍ ରୂପ, ପାଇପ୍ ଫିଟିଙ୍ଗ୍ ରୂପ) |
1) | କ No ଣସି କମଳା ଚୋପା, ହଳଦିଆ, ବିଳମ୍ବ, ଫୁଲା କିମ୍ବା ଜଳିବା ନାହିଁ;
2) | କ thick ଣସି ମୋଟା କିମ୍ବା ପତଳା କାନ୍ଥ ଘଟଣା ନାହିଁ;
3) | କ d ଣସି ଦନ୍ତ କିମ୍ବା ବିକୃତି ନାହିଁ;
4) | ଛାଞ୍ଚ ବନ୍ଦ ରେଖା କାଟି ଏହାକୁ ସୁଗମ କର;
5) | ଭୂପୃଷ୍ଠ ଉଜ୍ଜ୍ୱଳ ଏବଂ ରଙ୍ଗ ଅପରିଷ୍କାର ଏବଂ ରଙ୍ଗ ପାର୍ଥକ୍ୟ ବିନା ସମାନ;
6) | କ No ଣସି ସ୍କ୍ରାଚ୍, କଳଙ୍କ, ଫୁଲା, ଡେଲାମିନେସନ୍, ପିନ୍ହୋଲ୍, ଫାଟିବା କିମ୍ବା ପିଲିଂ;
7) | କ No ଣସି ଗଠନ ଧାର ଏବଂ ତୀକ୍ଷ୍ଣ ବିନ୍ଦୁ ନାହିଁ;
8) | କ d ଣସି ଦନ୍ତ, ବିକୃତି, ବିକଳାଙ୍ଗ ଇତ୍ୟାଦି;
9) କ No ଣସି ଡିସୋଲଡିଂ, ନିଖୋଜ ସୋଲଡିଂ, ବୁବୁଲ୍ସ, ଅସମାନ ୱେଲଡିଂ ଇତ୍ୟାଦି |
4। ସମାପ୍ତ ଉତ୍ପାଦ |ସଂରଚନା ପରୀକ୍ଷଣ ଆବଶ୍ୟକତା |
1) | ବ୍ରେକ୍ ଏବଂ ଅପସାରଣ ଯୋଗ୍ୟ ଅଂଶଗୁଡିକ ସାଧାରଣ ଭାବରେ କାର୍ଯ୍ୟ କରେ ଏବଂ ଏଥିରେ କ failure ଣସି ବିଫଳତା ନାହିଁ;
2) | ପ୍ଲାଟଫର୍ମର ମୋଟେଇ ଡିଜାଇନ୍ ମୋଟେଇ ସହିତ ସମାନ: ± 1.0 ମିମି;
3) | ଏକ ସିଧା ଲାଇନରେ ଚାଲିବା: 10-ଡ଼ିଗ୍ରୀ ope ାଲରୁ 5 ମିଟର ସ୍ଲାଇଡ୍, ବାମରୁ ଡାହାଣକୁ 0.3 ମିଟର ବିଚ୍ୟୁତ ନହେବା (ରେଫରେନ୍ସ ମାନକ JIS0294);
4) | ଏକ-ପଏଣ୍ଟ, ତିନି-ଧାଡ଼ି ଏବଂ ଛଅ-ପାର୍ଶ୍ୱ ବାକ୍ସ ଡ୍ରପ୍ ପରୀକ୍ଷା ପାସ୍ କଲା;
5) | ଆଗ ଚକ ଉଠାଇବା ଓଜନ ପରୀକ୍ଷା (ଆଞ୍ଚଳିକ ମାନକ ଏବଂ ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ) ପାସ୍ କରନ୍ତୁ;
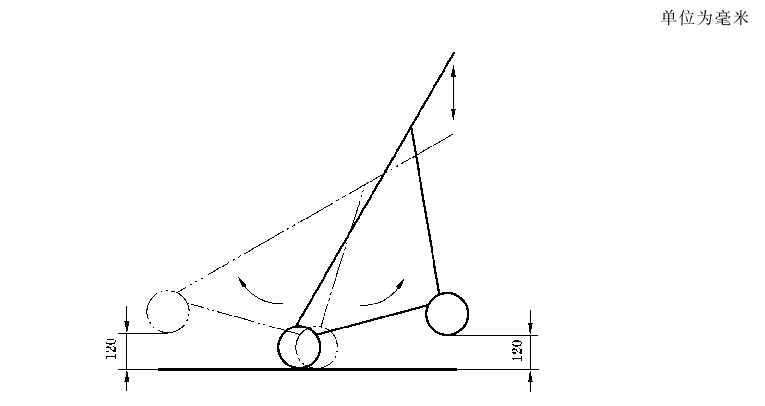
6) | ଷ୍ଟ୍ରୋଲର୍ ହ୍ୟାଣ୍ଡେଲରେ ଅପ୍ ଏବଂ ଡାଉନ୍ ଟେଷ୍ଟ୍ (ରେଫରେନ୍ସ ଷ୍ଟାଣ୍ଡାର୍ଡ GB 14748)
ହ୍ୟାଣ୍ଡେଲବାର ଶକ୍ତି ପରୀକ୍ଷା ପଦ୍ଧତି: ସଂପୃକ୍ତ ସଂଖ୍ୟକ ଓଜନକୁ ଶୋଇବା ବ୍ୟାଗରେ ରଖନ୍ତୁ ଏବଂ ଏହାକୁ ଏକ ସୁରକ୍ଷା ବେଲ୍ଟ ସହିତ ସୁରକ୍ଷିତ କରନ୍ତୁ | ଏକ ନିୟନ୍ତ୍ରିତ manner ଙ୍ଗରେ, ବିକଳ୍ପ ଭାବରେ ହ୍ୟାଣ୍ଡଲବର୍ ଗୁଡିକୁ ବ raise ାନ୍ତୁ କିମ୍ବା ତଳକୁ ଖସାନ୍ତୁ ଯାହା ଦ୍ front ାରା ଆଗ ଏବଂ ପଛ ଚକଗୁଡିକ 120 ମିମି ± 10 ମିମି ଉପରକୁ ଉଠାଯିବ | (ଚିତ୍ରରେ ଦେଖାଯାଇଥିବା ପରି), ଏବଂ 15 ଚକ୍ର / ମିନିଟ୍ ± 2 ଚକ୍ର / ମିନିଟ୍ ଫ୍ରିକ୍ୱେନ୍ସିରେ 800 ଥର ପରୀକ୍ଷଣ କରାଯାଇଥିଲା | ରିଭର୍ସିବଲ୍ ହ୍ୟାଣ୍ଡେଲବାର୍ ପାଇଁ, ପ୍ରତ୍ୟେକ ଦିଗରେ ପରୀକ୍ଷା 400 ଥର କରାଯିବ | ଯଦି ହ୍ୟାଣ୍ଡେଲବାରରେ ଏକ ଆଡଜଷ୍ଟେବଲ୍ ଡିଭାଇସ୍ ଥାଏ, ତେବେ ପରୀକ୍ଷା ଅତ୍ୟନ୍ତ ପ୍ରତିକୂଳ ପରିସ୍ଥିତିରେ କରାଯିବ |

7) | କାର୍ଟ ପ୍ରଭାବ ଶକ୍ତି ପରୀକ୍ଷା (ରେଫରେନ୍ସ ଷ୍ଟାଣ୍ଡାର୍ଡ GB 14748)
ପ୍ରଭାବ ଶକ୍ତି ପରୀକ୍ଷା ପଦ୍ଧତି: ସଂପୃକ୍ତ ସଂଖ୍ୟକ ଓଜନକୁ ଶୋଇବା ବ୍ୟାଗରେ ରଖନ୍ତୁ, ଏହାକୁ ସିଟ୍ ବେଲ୍ଟରେ ସୁରକ୍ଷିତ କରନ୍ତୁ, ଗାଡିକୁ 10 ° ରେମ୍ପରେ ରଖନ୍ତୁ, ଗାଡିକୁ ଷ୍ଟପଠାରୁ 1000 ମିମି ଦୂରରେ ଛାଡି ଦିଅନ୍ତୁ ଏବଂ ଏହାକୁ ରେମ୍ପକୁ ମୁକ୍ତ ଭାବରେ ଡ୍ରାଇଭ୍ କରିବାକୁ ଦିଅନ୍ତୁ, ଏବଂ ଏକ କଠିନ ଷ୍ଟପ୍ ଉପରେ ପ୍ରଭାବ ଯାହାର ଉଚ୍ଚତା ଅତିକମରେ ଚକ୍ରର ବ୍ୟାସାର୍ଦ୍ଧ ହେବା ଉଚିତ | ପରୀକ୍ଷାକୁ ସମୁଦାୟ 10 ଥର ପୁନରାବୃତ୍ତି କରନ୍ତୁ |
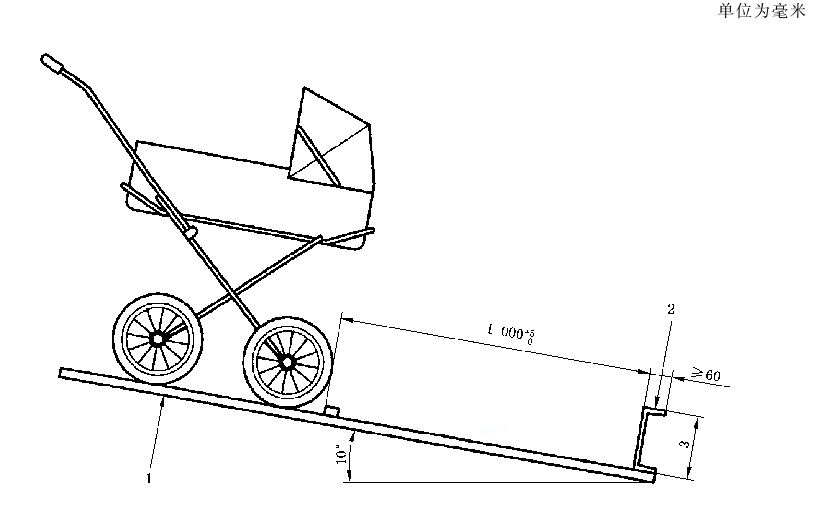
1-ହାର୍ଡ ପ୍ଲାଟଫର୍ମ;
2-ଷ୍ଟିଲ୍ ଷ୍ଟପ୍;
3-ଷ୍ଟପ୍ ର ଉଚ୍ଚତା, ଅତିକମରେ ଚକ୍ରର ବ୍ୟାସ |
5। ଉପାଦାନ ଏବଂ ରିଭେଟ୍ ମିଶ୍ରଣ ପାଇଁ ଆବଶ୍ୟକତା |
1) | ରିଭେଟ୍ ବ୍ୟାକ୍ ଖୋଲିବା 2 ~ 3 ମିମି ଏବଂ ପ୍ଲେଟିଂ ଡେଲାମିନେସନ୍ ବିନା ସମ୍ପୂର୍ଣ୍ଣ;
2) | ଉପଯୁକ୍ତ କଠିନତା, ନଇଁବା କିମ୍ବା ତୀକ୍ଷ୍ଣ ଧାର ନାହିଁ;
3) | ପୁରୁଷ ଏବଂ ମହିଳା ସ୍କ୍ରୁଗୁଡିକ ତୀକ୍ଷ୍ଣ ବୁର୍ ବିନା ସ୍ଥାନରେ ବନ୍ଦ ହୋଇଯାଏ;
4) | ମିଶ୍ରିତ ଫାଟିଙ୍ଗ୍ ଏବଂ ନମନୀୟ ଘୂର୍ଣ୍ଣନ; ଆଗ ଏବଂ ପଛ ଚକ ମଧ୍ୟରେ ବ୍ୟବଧାନ ହେଉଛି 1.0 ~ 1.5 ମିମି;
5) | ସେଲ୍ଫ୍ ଟ୍ୟାପିଂ ସ୍କ୍ରୁଗୁଡିକ ସ୍ଥାନରେ ତାଲା ପଡିଛି ଏବଂ ଏହାକୁ ମୁକ୍ତ କରାଯାଇପାରିବ ନାହିଁ;
6) | ଷ୍ଟିକରଟି ସଠିକ୍ ସ୍ଥିତିରେ ଅଛି ଏବଂ ଏହାର କ isters ଣସି ଫୁଲା, କୋଣ କିମ୍ବା ଟାଟର୍ ନାହିଁ |
7) | ବାମ ଏବଂ ଡାହାଣ ଅଂଶ ଏବଂ ଦିଗଦର୍ଶନ ଅଂଶଗୁଡିକ କାର୍ଯ୍ୟ ନିର୍ଦ୍ଦେଶଗୁଡ଼ିକର ଆବଶ୍ୟକତା ଏବଂ ସୀମିତ ନମୁନା ଅନୁଯାୟୀ ମିଳିତ ହେବା ଉଚିତ, ଏବଂ ଦ୍ୱନ୍ଦ୍ୱ କିମ୍ବା ଓଲଟା ହେବା ଉଚିତ୍ ନୁହେଁ;
8) | ଯଦି ଜିଗ୍ ବ୍ୟବହାର କରାଯାଏ, ସେମାନେ ନିଶ୍ଚିତ ଭାବରେ ଯାଞ୍ଚ ଜିଗରେ ଭର୍ତ୍ତି ହେବାରେ ସକ୍ଷମ ହେବା ଜରୁରୀ |
ଲେଥ୍ ଫଙ୍କସନ୍ ଯାଞ୍ଚ ପାଇଁ ଆବଶ୍ୟକତା |
1) | ଆଗ ଏବଂ ପଛ ଚକଗୁଡିକ ନମନୀୟ ଭାବରେ ଘୂର୍ଣ୍ଣନ କରିବା ଜରୁରୀ | ଯଦି ଆଗ ଚକଗୁଡିକ ଆଭିମୁଖ୍ୟ ହୋଇପାରିବ, ସେମାନେ ନିଶ୍ଚିତ ଭାବରେ ଜଡିତ ହେବା ଆବଶ୍ୟକ;
2) | ଦୁଇଟି ଲକ୍ ସହିତ ସମସ୍ତ ଲେଥ୍ ଦୃ firm ଭାବରେ ଲକ୍ ହେବା ଆବଶ୍ୟକ ଏବଂ ଅଲଗା ହୋଇପାରିବ ନାହିଁ;
3) | ଯଦି ଏକ ରିଭର୍ସିଂ ହ୍ୟାଣ୍ଡଲ୍ ଅଛି, ଓଲଟା ଆତ୍ମା ନିଶ୍ଚିତ ଭାବରେ ସ୍ଥାନରେ ବନ୍ଦ ହୋଇ ରହିବ;
4) | ଚକ ଏବଂ ବ୍ରେକ୍ ଦାନ୍ତ ମଧ୍ୟରେ ଯୋଗାଯୋଗ ପୃଷ୍ଠଟି ଅତି କମରେ 5 ମିମି ଅଟେ, ଏବଂ ସେମାନେ ଦୃ firm ଭାବରେ ଜଡିତ ହେବା ଆବଶ୍ୟକ ଏବଂ ବିଚ୍ଛିନ୍ନ ହେବା ଉଚିତ୍ ନୁହେଁ;
5) | ବ୍ୟାକଷ୍ଟ୍ରେଷ୍ଟ ଆଡଜଷ୍ଟମେଣ୍ଟ ସ୍ୱୟଂଚାଳିତ ଭାବରେ ସ୍ଲାଇଡ୍ ନକରି 15 କିଲୋଗ୍ରାମର ଏକ ଶକ୍ତିକୁ ପ୍ରତିରୋଧ କରିବା ଉଚିତ୍, ଏବଂ ବ୍ୟାକ୍ରେଷ୍ଟ ଆଡଜଷ୍ଟମେଣ୍ଟ୍ ସୁଗମ ଏବଂ ଅଳସୁଆ ହେବା ଉଚିତ୍;
6) | ପେଡାଲ୍ ଆଡଜଷ୍ଟମେଣ୍ଟ୍ ନିଶ୍ଚିତ ଭାବରେ ସୁଗମ ହେବା ଆବଶ୍ୟକ;
7) | ଆଗ ବାହୁବଳୀ ସୁରୁଖୁରୁରେ ସଂସ୍ଥାପିତ ହୋଇଛି ଏବଂ ଦୃ ly ଭାବରେ ସ୍ନାପ୍ ହୋଇଛି |
ପାରାସୋଲ୍ ଯାଞ୍ଚ ଆବଶ୍ୟକତା |
1) | ପାରାସୋଲରେ ହେମିଂ ଏବଂ ସିଲେଇରେ କ foreign ଣସି ବିଦେଶୀ ବସ୍ତୁ ନାହିଁ, ଏବଂ କ broken ଣସି ଭଙ୍ଗା ସୂତା, ମଇଳା, ସ୍କିପ୍ ସିଲେଇ, ଛିଦ୍ର ଇତ୍ୟାଦି ନାହିଁ |
2) | ପାରାସୋଲର ବନ୍ଦ କାର୍ଯ୍ୟ ଅତ୍ୟଧିକ ଶକ୍ତ କିମ୍ବା ଖାଲି ନୁହେଁ;
3) | ଲୁହ ନାହିଁ ବୋଲି ନିଶ୍ଚିତ କରିବାକୁ ନିଜ ହାତରେ ଜାଲ ଖୋଲନ୍ତୁ;
4) | ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ପାରାସୋଲ୍ ଉପରେ କାର୍ଯ୍ୟକ୍ଷମ ବକଲ୍ ସାଧାରଣତ functions କାର୍ଯ୍ୟ କରିଥାଏ, ଏବଂ କ problems ଣସି ଅସୁବିଧା ନାହିଁ ଯେପରିକି ବିହୀନ ଓଲଟା, ଭୁଲ ମଡେଲ୍ ଇତ୍ୟାଦି |
8. ପ୍ୟାକେଜିଂ ଯାଞ୍ଚ |ଆବଶ୍ୟକତା
1) | କାର୍ଟନ୍ ମାର୍କ ଏବଂ ଷ୍ଟିକରର ବିଷୟବସ୍ତୁ ସଠିକ୍ ହେବା ଆବଶ୍ୟକ, ଏବଂ ସେଠାରେ କ missing ଣସି ଅନୁପସ୍ଥିତ ପ୍ରିଣ୍ଟ୍, ଭୁଲ୍ ପ୍ରିଣ୍ଟ୍, ଅସ୍ପଷ୍ଟତା କିମ୍ବା ଭୁଲ ଭୁଲ ନଥିବା ଆବଶ୍ୟକ;
2) | ପ୍ୟାକେଜିଂ ପଦ୍ଧତି ନିଶ୍ଚିତ ଭାବରେ ଇଞ୍ଜିନିୟରିଂ ଏବଂ ବ technical ଷୟିକ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ହେବା ଆବଶ୍ୟକ;
3) | PE ବ୍ୟାଗ ପ୍ୟାକେଜିଂରେ ଭେଣ୍ଟିଲେସନ୍ ଛିଦ୍ର ଏବଂ ସେମାନଙ୍କ ଉପରେ ଚେତାବନୀ ଥିବା ଆବଶ୍ୟକ;
4) | ଚେତାବନୀ ଷ୍ଟିକରଗୁଡିକ ରଥର ଗୋଟିଏ ପାର୍ଶ୍ୱରେ ମୁଦ୍ରିତ ହେବା ଜରୁରୀ;
5) | ପଛପଟ ଏବଂ ସିଟ୍ ବେଲ୍ଟରେ ଚେତାବନୀ ଲେବଲ୍ ଥିବା ଆବଶ୍ୟକ;
6) | ମେସିନରେ ମୁଦ୍ରିତ ବୁଣା ଲେବଲ୍ ଏବଂ LOGO ନିଶ୍ଚିତ ଭାବରେ ସ୍ପଷ୍ଟ ଏବଂ ଖସିଯିବା ଉଚିତ୍ ନୁହେଁ ଏବଂ ନିର୍ଦ୍ଦିଷ୍ଟ ସ୍ଥିତିରେ ମୁଦ୍ରିତ ହେବ |
7) | ନିର୍ଦ୍ଦେଶନାମା, ୱାରେଣ୍ଟି କାର୍ଡ ଇତ୍ୟାଦି ଅନ୍ତର୍ଭୂକ୍ତ କରି ପ୍ୟାକେଜିଂ ଅଂଶଗୁଡିକ ଭୁଲ୍ ସ୍ଥାନିତ ହେବା ଉଚିତ ନୁହେଁ, ଯାହା ଇଞ୍ଜିନିୟରିଂ ପ୍ୟାକେଜିଂ ଚିତ୍ର ଆବଶ୍ୟକତାଗୁଡ଼ିକୁ ପାଳନ କରିବା ଆବଶ୍ୟକ;
8) | ପ୍ୟାକେଜିଂ ବାକ୍ସ ସମତଳ ହେବା ଉଚିତ ଏବଂ ଫାଟିଯିବା କିମ୍ବା ମଇଳା ହେବା ଉଚିତ୍ ନୁହେଁ;
9) ବାକ୍ସର ସିଲ୍ ନିଶ୍ଚିତ ଭାବରେ ସୁଗମ ଏବଂ ଦୃ firm ହେବା ଆବଶ୍ୟକ, ଏବଂ lid ାଙ୍କୁଣୀକୁ ସହଜରେ ଅଲଗା କରାଯାଇପାରିବ ନାହିଁ |
ଏଥିସହ, ପ୍ରତ୍ୟେକ ଦେଶ ଉତ୍ପାଦର ବ୍ୟବହାର ପ୍ରକୃତିକୁ ଶ୍ରେଣୀଭୁକ୍ତ କରିଛନ୍ତି ଯେପରିକି ଦେଶରେ ବିକ୍ରି ହେଉଥିବା ଷ୍ଟ୍ରୋଲର୍ ଏବଂ ସୁରକ୍ଷା ନିୟନ୍ତ୍ରଣ ପାଇଁ ଧାର୍ଯ୍ୟ ମାନକ ପ୍ରସ୍ତୁତ କରିଛନ୍ତି | ବିଭିନ୍ନ ଦେଶରେ ବୁଲାବୁଲି ପାଇଁ ସୁରକ୍ଷା ପରୀକ୍ଷଣ ମାନକ ନିମ୍ନରେ ଦିଆଯାଇଛି:
(1) ଚୀନ୍ - GB14747 ଏହି ମାନକ ଏକ ବା ଏକାଧିକ ପିଲାଙ୍କ ପାଇଁ ପିଲାମାନଙ୍କ ଟ୍ରାଇସାଇକେଲ ପାଇଁ ପ୍ରଯୁଜ୍ୟ |
(2) ଚୀନ୍ - GB 14749 ଏହି ମାନକ ଶିଶୁ ଚାଳକମାନଙ୍କ ପାଇଁ ପ୍ରଯୁଜ୍ୟ, ବୟସରୁ ଶିଶୁମାନେ ନିଜେ ଚାଲିବାରେ ସକ୍ଷମ ହେବା ପର୍ଯ୍ୟନ୍ତ ବସିପାରିବେ |
(3) ଚୀନ୍ - GB 14748 ଏହି ମାନକ ଗୋଟିଏ ପିଲା କିମ୍ବା ଏକାଧିକ ପିଲାଙ୍କ ପାଇଁ ପିଲାମାନଙ୍କ ଚକିଆ ଷ୍ଟ୍ରୋଲର୍ ପାଇଁ ପ୍ରଯୁଜ୍ୟ |
(4) ଯୁକ୍ତରାଷ୍ଟ୍ର - ASTM F977 ଏହି ମାନକ ଶିଶୁମାନଙ୍କ ଦ୍ୱାରା ବ୍ୟବହୃତ ଶିଶୁ ଚାଲାଣକାରୀଙ୍କ ପାଇଁ ପ୍ରଯୁଜ୍ୟ |
(5) ଯୁକ୍ତରାଷ୍ଟ୍ର - ASTM F833 ଏହି ମାନକ ଶିଶୁ କିମ୍ବା ପିଲାମାନଙ୍କୁ ନେବା ପାଇଁ ଚକିଆ ଷ୍ଟ୍ରୋଲର୍ ପାଇଁ ପ୍ରଯୁଜ୍ୟ |
)
(7) ୟୁରୋପୀୟ ୟୁନିଅନ୍ - EN 1888 ଏହି ମାନକ ଗୋଟିଏ ପିଲା କିମ୍ବା ଏକାଧିକ ପିଲାଙ୍କ ପାଇଁ ପିଲାମାନଙ୍କ ଚକିଆ ଷ୍ଟ୍ରୋଲର୍ ପାଇଁ ପ୍ରଯୁଜ୍ୟ |
(8) ଅଷ୍ଟ୍ରେଲିଆ / ନ୍ୟୁଜିଲ୍ୟାଣ୍ଡ - AS / NZS 2088 ଶିଶୁ କିମ୍ବା ପିଲାମାନଙ୍କୁ ନେବା ପାଇଁ ଏହି ଷ୍ଟାଣ୍ଡାର୍ଡ ଚକିଆ ଷ୍ଟ୍ରୋଲର୍ ପାଇଁ ପ୍ରଯୁଜ୍ୟ |
ସନ୍ଦର୍ଭ ସୂଚନା:
ଜାତୀୟ ମାନକ: ଶିଶୁ ଷ୍ଟ୍ରୋଲର୍ସ ପାଇଁ ସୁରକ୍ଷା ଆବଶ୍ୟକତା (GB 14748-2006)
ପୋଷ୍ଟ ସମୟ: ମାର୍ଚ -20-2024 |