




ባለ አራት ነጥብ መለኪያ ለጨርቃ ጨርቅ ምርመራ ዋናው የውጤት አሰጣጥ ዘዴ ሲሆን በጨርቃ ጨርቅ ኢንዱስትሪ ውስጥ ለ QC አስፈላጊ እውቀት እና ችሎታ ነው.
በዚህ ጽሑፍ ውስጥ ያሉ ቁልፍ ቃላት: የጨርቅ ፍተሻ ባለአራት ነጥብ ስርዓት
01
ባለ አራት ነጥብ ስርዓት ምንድን ነው?
ባለ አራት ነጥብ ሚዛን ለተጠለፉ ጨርቆች ጥቅም ላይ ሊውል ይችላል ፣ እንደ ጉድለቱ መጠን እና ክብደት ከ1-4 ነጥብ ይቀነሳል።

የማስላት ዘዴ፡ ነጠላ ጥቅል ነጥብ = የተቀናሽ ነጥብ/የኮድ ርዝመት * 100
አማካኝ የውጤት አሰጣጥ ዘዴ = ጠቅላላ ተቀናሽ ነጥቦች / ጠቅላላ የኮድ ርዝመት * 100
ተቀባይነት ያለው ክልል፡ በ100 ቀጥታ መስመር ያርድ ከ50 ነጥብ በታች፣ ቢ ከ50 ነጥብ በላይ
የማስላት ዘዴ፡ እያንዳንዱ ጥቅልል ጨርቅ ከተፈተሸ በኋላ የተገኘውን ውጤት መጨመር እና በ 100 ካሬ ሜትር የእያንዳንዱን ጥቅል ነጥብ ለማስላት የሚከተለውን ቀመር ይጠቀሙ
የነጥቦች ብዛት በ 100 ካሬ ያርድ የአንድ ጥቅል ጨርቅ = የመቀነስ ነጥቦች * 3600 / (የተፈተሸ ያርድ * ውጤታማ የበር ስፋት ኢንች)
የ 100 ካሬ ያርድ አማካኝ ነጥብ = (ጠቅላላ ተቀናሽ ነጥቦች * 3600) / (ጠቅላላ የተፈተሹ ያርድ * አማካኝ ውጤታማ የበር ስፋት ኢንች) የስሌቱ ውጤት ለአንድ አስርዮሽ ቦታ ትክክለኛ ነው።
ተቀባይነት ያለው ክልል፡ በ100 ካሬ ሜትር ከ40 ነጥብ በታች ያለው ነጠላ ጥቅል ክፍል A ሲሆን ከ40 ነጥብ በላይ ደግሞ ክፍል B ነው። የሁሉም የተፈተሹ ጨርቆች አማካኝ ነጥብ በ100 ካሬ ሜትር ከ28 ነጥብ በታች ነው። ከላይ ያሉት ሁኔታዎች በአንድ ጊዜ መሟላት አለባቸው, ምንም እንኳን አንድ ጥቅል በ 100 ካሬ ሜትር ከ 40 ነጥብ ያነሰ ቢሆንም ሁሉም የፍተሻ ጨርቆች አሁንም በ 100 ካሬ ሜትር ከ 28 ነጥብ በላይ ናቸው, መደምደሚያው እንዲሁ ብቁ እንዳልሆነ ይገመታል. የተለያዩ ጨርቆች ለመመዘኛ ነጥቦች የተለያዩ መስፈርቶች ሊኖራቸው ይችላል፣ እና የመመዘኛ ውጤቶች ከስምምነት በኋላ በገዢው እና በአቅራቢው ሊገለጹ ይችላሉ።
02
የአራት-ነጥብ መለኪያ አጠቃቀም መርሆዎች
· የሁሉንም የጦርነት እና የሽብልቅ ጉድለቶች መቀነስ ከ 4 ነጥብ አይበልጥም;
· ለቀጣይ/ሳይክል ጉድለቶች (> 9 ኢንች) በአንድ ጓሮ 4 ነጥቦች;
· ለቀዳዳዎች, ጠባብ ቁርጥራጮች, ስፌቶች እና ሌሎች ሙሉ ስፋት ጉድለቶች 4 ነጥቦች ይቀነሳሉ;
· ለከባድ ጉድለቶች እያንዳንዱ የጓሮ ጉድለት 4 ነጥብ ይመደባል, ለምሳሌ ሁሉም ቀዳዳዎች ዲያሜትራቸው ምንም ይሁን ምን 4 ነጥብ ይመደባል, እና ከፒንሆል የሚበልጥ ማንኛውም ቀዳዳዎች 4 ነጥብ ይቀነሳሉ;
· ለቀጣይ ጉድለቶች እንደ: ደረጃዎች, ከጫፍ-ወደ-ጫፍ chromatic aberration, ጠባብ ወይም መደበኛ ያልሆነ የጨርቅ ስፋቶች, ክርሶች, የጨርቆችን ያልተስተካከለ ማቅለም, በእያንዳንዱ ጓሮ ውስጥ 4 ነጥቦች ይቀነሳሉ;
· ከ 64-66 ኢንች በላይ ስፋት ላላቸው ጨርቆች, በቀጥተኛ ጓሮው ውስጥ ያለው የእያንዳንዱ ጓሮ ቅነሳ በተመጣጣኝ ከ 4 ነጥብ በላይ ሊጨምር ይችላል;
· በሁለቱም በኩል በጠርዙ አንድ ኢንች ውስጥ ያሉ ጉድለቶች ከጉዳት በስተቀር አይቆጠሩም;
የጉድለቱ ርዝመት የሚሰላው በከፍተኛው የዋርፕ ወይም የሽመና አቅጣጫ መሰረት ነው። ሁለት ወይም ከዚያ በላይ ጉድለቶች አንድ ላይ ሲደባለቁ, ትልቁ ጉድለት ያለው ክፍል ይሰላል;
· በሌላ መልኩ ካልተገለጸ በቀር አብዛኛውን ጊዜ የጨርቁን የፊት ክፍል ብቻ መፈተሽ ያስፈልጋል። ለቀላል የሽመና ጨርቆች ፣ የፈረቃ ማተሚያ ጎን የፊት ጎን ነው። ለቲዊል ጨርቆች, የግራ አድልዎ አዎንታዊ ነው. ለክር ጨርቆች, ትክክለኛው ማራገፍ አዎንታዊ ነው. ለሳቲን ጨርቆች, የሳቲን ጎን አዎንታዊ ነው. የተደባለቀ ጨርቅ ከእንግዳው ጋር በቅድሚያ መረጋገጥ አለበት. ጥቅሙንና ጉዳቱን አታደናግር። በጨርቁ ጀርባ ላይ በአዎንታዊ ተጽእኖ ላይ ተጽእኖ የሚያሳድሩ ጉድለቶች ካሉ, የተፅዕኖው መጠን ይመዘገባል;
· የተቆራረጡ ወይም ትንሽ የተበታተኑ ርቀቶች ላሏቸው ጉድለቶች, የየመለኪያ ውጤቶቹ ከጠቅላላው የመለኪያ ውጤቶች የበለጠ ከሆነ, አጠቃላይ የመለኪያ ውጤቱ ይሰላል;
· የጭረት ስሌት ዘዴ-የማሽኑ አንድ ወይም ሽመና (ዋርፕ) አቅጣጫ ጉድለት ፣ ስፋቱ ከአንድ ሴንቲሜትር በታች ነው ፣ እና እያንዳንዱ ሴንቲሜትር ከአንድ ሴንቲሜትር በላይ ነው። አንድ ሴንቲሜትር እንደ አንድ ይቆጠራል.
03
ናሙና ማድረግ
የናሙና ቁጥጥር፣ 100% እቃው መጠናቀቅ አለበት፣ 80% የታሸጉት፣ ከፋብሪካው ወይም ከአቅራቢው የተወሰደው ከትክክለኛው የማሸጊያ ዝርዝር ወይም የኮድ ዝርዝር ነው።
የናሙናዎች ብዛት፡-
· 10%, 20% የመላኪያ መጠን;
· ወይም የእቃ ማጓጓዣውን ቁጥር ካሬ ሥር ወስደህ በ 10 ማባዛት;
· የማጓጓዣው መጠን ከ1000 ሜትሮች በታች ሲሆን ሙሉ ፍተሻ።
04
የሙከራ ዘዴ
· የፍተሻ ርቀቱ 1 ያርድ ያህል ነው ፣ እና የብርሃን ምንጭ መስፈርቶች-የላይኛው ብርሃን ቢያንስ 1075 lux ነው ፣ እና መጫኑ ከጨርቁ ወለል ጋር ትይዩ ነው።
· አስተያየት፡-
ፈዛዛ ወይም ቀጭን ጨርቅ፣ ከመፈተሽዎ በፊት በጨርቁ እና በጨርቁ ፍተሻ መካከል ያለውን የጨርቅ ቁራጭ ይጨምሩ።

· የእይታ ፍተሻ ወሰን፡ የጨርቅ ጉድለቶች እንደ ሽመና ማቅለሚያ እና ማተሚያ፣ አጠቃላይ ገጽታ መዋቅር እና ቁሳቁሶች፣ ወዘተ፣ ቀለም፣ ስፋት፣ ጥቅል ርዝመት፣ የዊፍት ቀስት እና የሽመና ስኪው፣ ማሸግ እና ምልክት ማድረግ።
· መልክ በደንበኛው የማመሳከሪያ ናሙና ላይ የተመሰረተ ሊሆን ይችላል, በዋናነት ዘይቤን, ስርዓተ-ጥለትን እና ተፅእኖን በመፈተሽ የታተመውን ጃክካርድ ንድፍ ቢያንስ ለአንድ ዑደት ይመልከቱ.
· መዋቅር፡
ደንበኛው የሚያስፈልገው ከሆነ የፋይበር ቅንብርን, የክርን አይነት, የክርን ብዛትን ለመፈተሽ ናሙና ማድረግ ይችላሉ.
·የእጅ ቁሳቁስ ስሜት;
የጨርቁ እጅ ጠንካራ ወይም ለስላሳ፣ ወፍራም ወይም ቀጭን መሆኑን በንፅፅር ያረጋግጡ። በአንፃራዊነት ግልጽ የሆነ ልዩነት ካለ, በሪፖርቱ ላይ መታወቅ እና በእቃው አምድ ውስጥ እንደ አለመግባባቶች መመዝገብ አለበት, እና የተለያዩ የእጅ ስሜቶች ናሙናዎች መወሰድ አለባቸው. ከተቻለ ናሙናዎች የተለያዩ ተመሳሳይ ጥቅልሎች የእጅ ስሜትን ማወዳደር ይችላሉ።
05
የማጣራት ነጥብ
· የጥቅልል ርዝመት እና ስፋት
በአንድ ጥቅል ትክክለኛ ርዝመት እና በመለያው ርዝመት መካከል ያለው ልዩነት ከ 2% በላይ ከሆነ ነጠላ ጥቅል ወደ ሁለተኛ ደረጃ ምርት ይቀንሳል;
የሁሉም የተፈተሸ ጥቅል ጠቅላላ ርዝመት ድምር ከስመ ጠቅላላ ርዝመት 1% ያነሰ ከሆነ, ሪፖርት መደረግ አለበት, እና ሙሉው ስብስብ ሊቀንስ ይችላል;
ውጤታማውን የበሩን ስፋት 3 ጊዜ በጭንቅላቱ ፣ በመሃል እና በጅራት ይለኩ ። በአጠቃላይ ደንበኞች ጠባብ ስፋትን አይቀበሉም, እና የዊፍ ላስቲክ ጨርቅ ስፋት ከ 2% ያነሰ ነው.
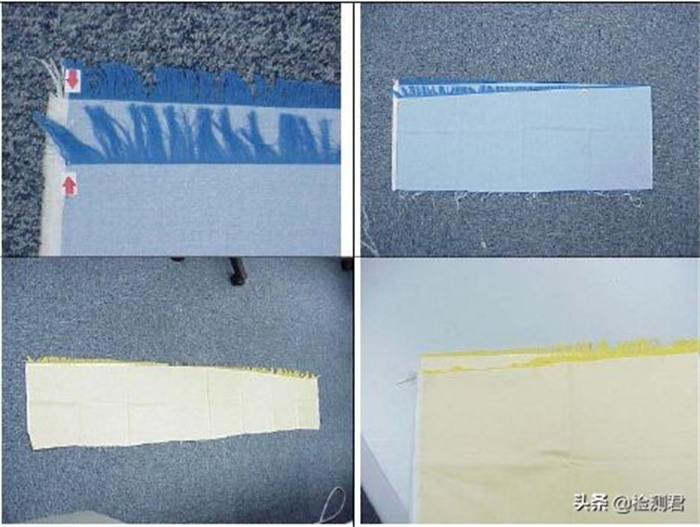
· ሽመና ገደላማ እና ቀስት ሽመና
ጨርቁን በተጣመመ አቅጣጫ በተቻለ መጠን ይቁረጡ;
የሽመናውን ክሮች አንድ በአንድ ያስወግዱ;
ሙሉ ሽመና እስኪሣል ድረስ;

በጦርነቱ በኩል ግማሹን እጠፉት, ጠርዞቹን በማጠፍለቅ እና በከፍተኛው ነጥብ እና ዝቅተኛው ነጥብ መካከል ያለውን ርቀት ይለኩ.
የጨርቅ ክብደት
ለእያንዳንዱ ፍተሻ ቢያንስ ሁለት ናሙናዎችን ከተለያዩ ጥቅልሎች ይመዝኑ።
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD፡ +/-3%.
የጨርቅ ማሸጊያ ጥንቃቄዎች
· የወረቀት ቱቦ ተገቢ ውፍረት እና ጥንካሬ;
· የወረቀት በርሜል ውስጣዊ ዲያሜትር;
· የወረቀት በርሜል ርዝመት;
· በጣም ልቅ እና በጣም ጥብቅነትን ያስወግዱ
የልጥፍ ሰዓት፡- ኦገስት-14-2022