




ഫാബ്രിക് പരിശോധനയ്ക്കുള്ള പ്രധാന സ്കോറിംഗ് രീതിയാണ് ഫോർ-പോയിൻ്റ് സ്കെയിൽ, ടെക്സ്റ്റൈൽ വ്യവസായത്തിലെ ക്യുസിക്ക് ആവശ്യമായ അറിവും നൈപുണ്യവുമാണ് ഇത്.
ഈ ലേഖനത്തിലെ കീവേഡുകൾ: ഫാബ്രിക് ഇൻസ്പെക്ഷൻ ഫോർ-പോയിൻ്റ് സിസ്റ്റം
01
എന്താണ് നാല് പോയിൻ്റ് സിസ്റ്റം?
നെയ്ത നെയ്ത തുണിത്തരങ്ങൾക്ക് നാല്-പോയിൻ്റ് സ്കെയിൽ ഉപയോഗിക്കാം, വൈകല്യത്തിൻ്റെ വലുപ്പവും തീവ്രതയും അനുസരിച്ച് 1-4 പോയിൻ്റുകൾ കുറയ്ക്കും.

കണക്കുകൂട്ടൽ രീതി: സിംഗിൾ റോൾ സ്കോർ = കിഴിവ് സ്കോർ / കോഡ് ദൈർഘ്യം * 100
ശരാശരി സ്കോറിംഗ് രീതി = മൊത്തം കിഴിവ് പോയിൻ്റുകൾ / മൊത്തം കോഡ് ദൈർഘ്യം * 100
സ്വീകാര്യത പരിധി: 100 നേർരേഖ യാർഡുകൾക്ക് 50 പോയിൻ്റിൽ താഴെയുള്ള എ ഗ്രേഡ്, 50 പോയിൻ്റിന് മുകളിൽ ബി ഗ്രേഡ്
കണക്കുകൂട്ടൽ രീതി: തുണിയുടെ ഓരോ റോളും പരിശോധിച്ചതിന് ശേഷം, നിങ്ങൾക്ക് ലഭിച്ച സ്കോറുകൾ കൂട്ടിച്ചേർക്കാം, കൂടാതെ 100 ചതുരശ്ര യാർഡിന് ഓരോ തുണിയുടെ സ്കോർ കണക്കാക്കാൻ ഇനിപ്പറയുന്ന ഫോർമുല ഉപയോഗിക്കുക
ഒരൊറ്റ റോൾ ഫാബ്രിക്കിൻ്റെ 100 ചതുരശ്ര യാർഡിലെ പോയിൻ്റുകളുടെ എണ്ണം = കിഴിവ് പോയിൻ്റുകൾ * 3600 / (പരിശോധിച്ച യാർഡുകൾ * ഫലപ്രദമായ വാതിൽ വീതി ഇഞ്ച്)
100 ചതുരശ്ര യാർഡിൻ്റെ ശരാശരി സ്കോർ = (മൊത്തം കിഴിവ് പോയിൻ്റുകൾ * 3600) / (ആകെ പരിശോധിച്ച യാർഡുകൾ * ശരാശരി ഫലപ്രദമായ വാതിൽ വീതി ഇഞ്ച്) കണക്കുകൂട്ടൽ ഫലം ഒരു ദശാംശ സ്ഥാനത്തേക്ക് കൃത്യമാണ്.
സ്വീകാര്യത പരിധി: 100 ചതുരശ്ര യാർഡിന് 40 പോയിൻ്റിൽ താഴെയുള്ള ഒറ്റ റോൾ ഗ്രേഡ് എയും 40 പോയിൻ്റിൽ കൂടുതൽ ഗ്രേഡ് ബിയുമാണ്. പരിശോധിച്ച എല്ലാ തുണിത്തരങ്ങളുടെയും ശരാശരി സ്കോർ 100 ചതുരശ്ര യാർഡിന് 28 പോയിൻ്റിൽ താഴെയാണ്. മേൽപ്പറഞ്ഞ വ്യവസ്ഥകൾ ഒരേ സമയം പാലിക്കേണ്ടതുണ്ട്, ഒരൊറ്റ റോൾ 100 ചതുരശ്ര യാർഡിന് ഓരോ 40 പോയിൻ്റിലും കുറവാണെങ്കിലും, എല്ലാ പരിശോധനാ തുണിത്തരങ്ങളും 100 ചതുരശ്ര യാർഡിന് 28 പോയിൻ്റിൽ കൂടുതലാണെങ്കിലും, നിഗമനവും യോഗ്യതയില്ലാത്തതായി വിലയിരുത്തപ്പെടുന്നു. വ്യത്യസ്ത തുണിത്തരങ്ങൾക്ക് യോഗ്യതാ സ്കോറുകൾക്ക് വ്യത്യസ്ത ആവശ്യകതകൾ ഉണ്ടായിരിക്കാം, കരാറിന് ശേഷം വാങ്ങുന്നയാൾക്കും വിതരണക്കാരനും യോഗ്യതാ സ്കോറുകൾ വ്യക്തമാക്കാനും കഴിയും.
02
നാല്-പോയിൻ്റ് സ്കെയിലിൻ്റെ ഉപയോഗത്തിൻ്റെ തത്വങ്ങൾ
· എല്ലാ വാർപ്പ്, വെഫ്റ്റ് വൈകല്യങ്ങളുടെയും കിഴിവ് 4 പോയിൻ്റിൽ കൂടരുത്;
· തുടർച്ചയായ / ചാക്രിക വൈകല്യങ്ങൾക്ക് യാർഡിന് 4 പോയിൻ്റുകൾ (>9 ഇഞ്ച്);
· ദ്വാരങ്ങൾ, ഇടുങ്ങിയ കഷണങ്ങൾ, സീമുകൾ, മറ്റ് പൂർണ്ണ വീതിയുള്ള വൈകല്യങ്ങൾ എന്നിവയ്ക്കായി 4 പോയിൻ്റുകൾ കുറയ്ക്കും;
· ഗുരുതരമായ വൈകല്യങ്ങൾക്ക്, എല്ലാ ദ്വാരങ്ങളും വ്യാസം പരിഗണിക്കാതെ തന്നെ 4 പോയിൻ്റ് ആയി റേറ്റുചെയ്യും, കൂടാതെ പിൻഹോളുകളേക്കാൾ വലിയ ദ്വാരങ്ങൾ 4 പോയിൻ്റ് കുറയ്ക്കും.
· തുടർച്ചയായ വൈകല്യങ്ങൾക്ക്, ഉദാഹരണത്തിന്: റംഗുകൾ, എഡ്ജ്-ടു-എഡ്ജ് ക്രോമാറ്റിക് വ്യതിയാനം, ഇടുങ്ങിയതോ ക്രമരഹിതമായതോ ആയ തുണിയുടെ വീതി, ക്രീസുകൾ, തുണിത്തരങ്ങളുടെ അസമമായ ഡൈയിംഗ്, വൈകല്യങ്ങളുടെ യാർഡിന് 4 പോയിൻ്റുകൾ കുറയ്ക്കും;
· 64-66 ഇഞ്ചിൽ കൂടുതൽ വീതിയുള്ള തുണിത്തരങ്ങൾക്ക്, സ്ട്രെയിറ്റ് യാർഡ് സ്കോറിലെ ഓരോ യാർഡിൻ്റെയും കിഴിവ് ആനുപാതികമായി 4 പോയിൻ്റിൽ കൂടുതൽ വർദ്ധിപ്പിക്കാം;
· ഇരുവശത്തുമുള്ള അരികിലെ ഒരിഞ്ചിനുള്ളിലെ തകരാറുകൾ കേടുപാടുകൾ ഒഴികെ സ്കോർ ചെയ്യില്ല;
വാർപ്പ് അല്ലെങ്കിൽ വെഫ്റ്റിൻ്റെ പരമാവധി ദിശ അനുസരിച്ച് വൈകല്യത്തിൻ്റെ ദൈർഘ്യം കണക്കാക്കുന്നു. രണ്ടോ അതിലധികമോ വൈകല്യങ്ങൾ ഒരുമിച്ച് ചേർക്കുമ്പോൾ, ഏറ്റവും വലിയ വൈകല്യത്തിൻ്റെ യൂണിറ്റ് കണക്കാക്കുന്നു;
· മറ്റുവിധത്തിൽ വ്യക്തമാക്കിയിട്ടില്ലെങ്കിൽ, സാധാരണയായി തുണിയുടെ മുൻവശം മാത്രമേ പരിശോധിക്കേണ്ടതുള്ളൂ. പ്ലെയിൻ നെയ്ത്ത് തുണിത്തരങ്ങൾക്ക്, ഷിഫ്റ്റ് പ്രിൻ്റിംഗ് സൈഡ് ഫ്രണ്ട് സൈഡ് ആണ്. ട്വിൽ തുണിത്തരങ്ങൾക്ക്, ഇടത് പക്ഷപാതം പോസിറ്റീവ് ആണ്. ത്രെഡ് തുണിത്തരങ്ങൾക്ക്, ശരിയായ അൺലോഡിംഗ് പോസിറ്റീവ് ആണ്. സാറ്റിൻ തുണിത്തരങ്ങൾക്ക്, സാറ്റിൻ സൈഡ് പോസിറ്റീവ് ആണ്. കോമ്പോസിറ്റ് ഫാബ്രിക് അതിഥിയുമായി മുൻകൂട്ടി ഉറപ്പിക്കണം. ഗുണദോഷങ്ങൾ കൂട്ടിക്കുഴയ്ക്കരുത്. പോസിറ്റീവ് ഇഫക്റ്റിനെ ബാധിക്കുന്ന ഫാബ്രിക്കിൻ്റെ വിപരീത വശത്ത് വൈകല്യങ്ങൾ ഉണ്ടെങ്കിൽ, സ്വാധീനത്തിൻ്റെ അളവ് സ്കോർ ചെയ്യപ്പെടുന്നു;
· ഇടവിട്ടുള്ളതോ ചെറിയതോ ആയ ചിതറിക്കിടക്കുന്ന ദൂരങ്ങളുള്ള തകരാറുകൾക്ക്, അതാത് മെഷർമെൻ്റ് സ്കോറുകൾ മൊത്തം മെഷർമെൻ്റ് സ്കോറുകളേക്കാൾ കൂടുതലാണെങ്കിൽ, മൊത്തം മെഷർമെൻ്റ് സ്കോർ കണക്കാക്കും;
· സ്ട്രിപ്പുകളുടെ കണക്കുകൂട്ടൽ രീതി: മെഷീൻ്റെ ഒന്നോ അല്ലെങ്കിൽ നെയ്ത്ത് (വാർപ്പ്) ദിശ വൈകല്യം, വീതി ഒരു സെൻ്റീമീറ്ററിൽ കുറവാണ്, ഓരോ സെൻ്റീമീറ്ററും ഒരു സെൻ്റീമീറ്ററിൽ കൂടുതലാണ്. ഒരു സെൻ്റീമീറ്റർ ഒന്നായി കണക്കാക്കുന്നു.
03
സാമ്പിളിംഗ്
സാമ്പിൾ പരിശോധന, 100% സാധനങ്ങളും പൂർത്തിയായിരിക്കണം, 80% പാക്കേജുചെയ്തവ, യഥാർത്ഥ പാക്കിംഗ് ലിസ്റ്റിൽ നിന്നോ ഫാക്ടറിയിൽ നിന്നോ വിതരണക്കാരനിൽ നിന്നോ ഉള്ള കോഡ് ലിസ്റ്റിൽ നിന്നോ എടുത്തിരിക്കണം.
സാമ്പിളുകളുടെ എണ്ണം:
· ഡെലിവറി അളവിൻ്റെ 10%, 20%;
· അല്ലെങ്കിൽ ഷിപ്പ്മെൻ്റുകളുടെ എണ്ണത്തിൻ്റെ വർഗ്ഗമൂലമെടുത്ത് 10 കൊണ്ട് ഗുണിക്കുക;
· ഡെലിവറി അളവ് 1000 യാർഡിൽ കുറവാണെങ്കിൽ, പൂർണ്ണ പരിശോധന.
04
ടെസ്റ്റിംഗ് രീതി
· പരിശോധന ദൂരം ഏകദേശം 1 യാർഡാണ്, കൂടാതെ പ്രകാശ സ്രോതസ് ആവശ്യകതകൾ: ഉപരിതല പ്രകാശം കുറഞ്ഞത് 1075 ലക്സ് ആണ്, കൂടാതെ ഇൻസ്റ്റാളേഷൻ തുണി പ്രതലത്തിന് സമാന്തരമാണ്.
· നിർദ്ദേശം:
ഇളം നിറമുള്ളതോ നേർത്തതോ ആയ തുണി, പരിശോധനയ്ക്ക് മുമ്പ് തുണിയ്ക്കും തുണി പരിശോധന ചെരിഞ്ഞ പ്ലേറ്റിനും ഇടയിൽ ഒരു തുണി ചേർക്കുക.

· വിഷ്വൽ ഇൻസ്പെക്ഷൻ ഇൻസ്പെക്ഷൻ സ്കോപ്പ്: നെയ്ത്ത് ഡൈയിംഗും പ്രിൻ്റിംഗും, പൊതുവായ രൂപഘടനയും മെറ്റീരിയലുകളും മുതലായവ, നിറം, വീതി, റോൾ നീളം, വെഫ്റ്റ് വില്ലും വെഫ്റ്റ് സ്കൂ, പാക്കേജിംഗ്, അടയാളപ്പെടുത്തൽ എന്നിവ പോലുള്ള തുണികൊണ്ടുള്ള വൈകല്യങ്ങൾ.
· രൂപഭാവം ഉപഭോക്താവിൻ്റെ റഫറൻസ് സാമ്പിളിനെ അടിസ്ഥാനമാക്കിയുള്ളതാകാം, കുറഞ്ഞത് ഒരു സൈക്കിളെങ്കിലും പ്രിൻ്റ് ചെയ്ത ജാക്കാർഡ് പാറ്റേൺ പരിശോധിക്കുന്നതിന് പ്രധാനമായും ശൈലി, പാറ്റേൺ, ഇഫക്റ്റ് എന്നിവ പരിശോധിക്കുക.
· ഘടന:
ഉപഭോക്താവിന് ആവശ്യമെങ്കിൽ, ഫൈബർ കോമ്പോസിഷൻ, നൂലിൻ്റെ തരം, നൂലിൻ്റെ എണ്ണം എന്നിവ പരിശോധിക്കാൻ നിങ്ങൾക്ക് സാമ്പിൾ ചെയ്യാം.
·മെറ്റീരിയൽ ഹാൻഡ് ഫീൽ:
താരതമ്യത്തിലൂടെ തുണിയുടെ കൈ കഠിനമാണോ മൃദുവാണോ കട്ടിയുള്ളതാണോ കനം കുറഞ്ഞതാണോ എന്ന് പരിശോധിക്കുക. താരതമ്യേന വ്യക്തമായ വ്യത്യാസമുണ്ടെങ്കിൽ, അത് റിപ്പോർട്ടിൽ രേഖപ്പെടുത്തുകയും മെറ്റീരിയൽ കോളത്തിൽ പൊരുത്തക്കേടുകളായി രേഖപ്പെടുത്തുകയും വ്യത്യസ്ത ഹാൻഡ് ഫീലിൻ്റെ സാമ്പിളുകൾ എടുക്കുകയും വേണം. സാധ്യമെങ്കിൽ സാമ്പിളുകൾക്ക് ഒരേ ബാച്ചിലെ വ്യത്യസ്ത റോളുകളുടെ ഹാൻഡ് ഫീൽ താരതമ്യം ചെയ്യാം.
05
ചെക്കിംഗ് പോയിൻ്റ്
· റോൾ നീളവും വീതിയും
ഒരു റോളിൻ്റെ യഥാർത്ഥ നീളവും ലേബലിൻ്റെ നീളവും തമ്മിലുള്ള വ്യത്യാസം 2%-ൽ കൂടുതലാണെങ്കിൽ, സിംഗിൾ റോൾ ഒരു രണ്ടാം ക്ലാസ് ഉൽപ്പന്നമായി ചുരുക്കിയിരിക്കുന്നു;
പരിശോധിച്ച എല്ലാ റോളുകളുടെയും ആകെ ദൈർഘ്യത്തിൻ്റെ ആകെത്തുക നാമമാത്രമായ മൊത്തം ദൈർഘ്യത്തിൻ്റെ 1% ൽ കുറവാണെങ്കിൽ, അത് റിപ്പോർട്ട് ചെയ്യണം, കൂടാതെ മുഴുവൻ ബാച്ചും തരംതാഴ്ത്തിയേക്കാം;
ഫലപ്രദമായ വാതിലിൻ്റെ വീതി യഥാക്രമം തലയിലും മധ്യത്തിലും വാലും 3 തവണ അളക്കുക. സാധാരണയായി, ഉപഭോക്താക്കൾ ഇടുങ്ങിയ വീതിയെ അംഗീകരിക്കുന്നില്ല, കൂടാതെ ഇലാസ്റ്റിക് തുണികൊണ്ടുള്ള വീതി 2% ൽ താഴെയാണ്.
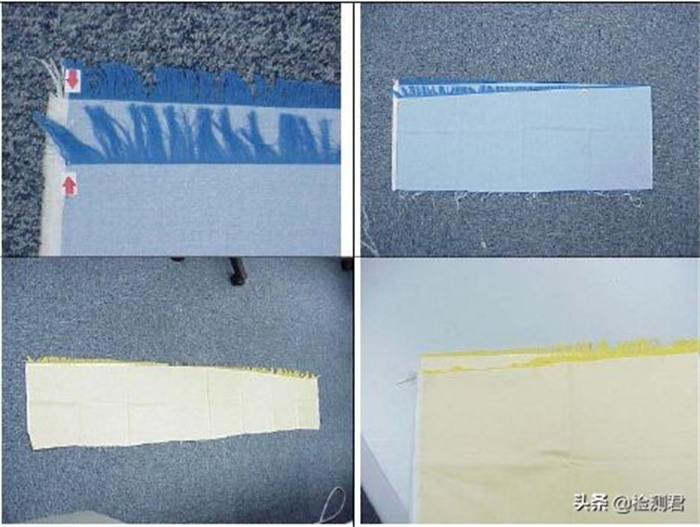
· നെയ്ത്ത് ചരിഞ്ഞും വില്ലും
നെയ്ത്ത് വളയുന്ന ദിശയിൽ കഴിയുന്നത്ര അടുത്ത്, നെയ്ത്ത് ദിശയിൽ തുണി മുറിക്കുക;
നെയ്തെടുത്ത നൂലുകൾ ഓരോന്നായി നീക്കം ചെയ്യുക;
പൂർണ്ണമായ നെയ്ത്ത് വരയ്ക്കുന്നതുവരെ;

വാർപ്പിനൊപ്പം പകുതിയായി മടക്കിക്കളയുക, അരികുകൾ ഫ്ലഷ് ചെയ്യുക, ഏറ്റവും ഉയർന്ന പോയിൻ്റും ഏറ്റവും താഴ്ന്ന പോയിൻ്റും തമ്മിലുള്ള ദൂരം അളക്കുക.
തുണികൊണ്ടുള്ള ഭാരം
ഓരോ പരിശോധനയ്ക്കും വ്യത്യസ്ത കോയിലുകളിൽ നിന്ന് കുറഞ്ഞത് രണ്ട് സാമ്പിളുകളെങ്കിലും തൂക്കിനോക്കുക:
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD: +/-3%.
ഫാബ്രിക് പാക്കേജിംഗ് മുൻകരുതലുകൾ
· പേപ്പർ ട്യൂബിൻ്റെ ഉചിതമായ കനവും ശക്തിയും;
· പേപ്പർ ബാരലിൻ്റെ ആന്തരിക വ്യാസം;
· പേപ്പർ ബാരലിൻ്റെ നീളം;
· വളരെ അയഞ്ഞതും വളരെ ഇറുകിയതും ഒഴിവാക്കുക
പോസ്റ്റ് സമയം: ഓഗസ്റ്റ്-14-2022