




څلور ټکي پیمانه د ټوکر تفتیش لپاره اصلي نمرې میتود دی ، او دا د ټوکر صنعت کې د QC لپاره اړین پوهه او مهارتونه دي.
پدې مقاله کې کلیدي ټکي: د پوښاک تفتیش څلور نقطه سیسټم
01
څلور نکاتی سیسټم څه شی دی؟
د اوبدلو اوبدل شویو جامو لپاره څلور نقطه پیمانه کارول کیدی شي، د 1-4 ټکي سره د نیمګړتیا اندازه او شدت پورې اړه لري

د حساب کولو طریقه: واحد رول سکور = د کسر سکور / د کوډ اوږدوالی * 100
د اوسط سکور کولو طریقه = د کسر ټول ټکي / د کوډ ټول اوږدوالی * 100
د منلو سلسله: په هر 100 مستقیم لاین گز کې د 50 پوائنټونو لاندې یوه درجه، د 50 پوائنټونو څخه پورته B درجه
د حساب کولو طریقه: وروسته له دې چې د ټوکر هر رول معاینه شي، تاسو کولی شئ ترلاسه شوي نمرې اضافه کړئ، او په هر 100 مربع گز کې د هر رول ټوکر نمرې محاسبه کولو لپاره لاندې فورمول وکاروئ.
د فیبرک یو واحد رول په 100 مربع گز کې د پوائنټونو شمیر = د کسر ټکي * 3600 / (تحقیق شوي گزونه * د مؤثره دروازې پلنوالی انچ)
د 100 مربع گز اوسط نمرې = (د ټول کسر ټکي * 3600) / (ټول معاینه شوي گزونه * اوسط مؤثره دروازې پلن انچ) د محاسبې پایله د یو لسم ځای پورې سمه ده.
د منلو سلسله: یو واحد رول چې په هر 100 مربع گز کې له 40 څخه کم پوائنټونه لري A درجه ده، او له 40 څخه ډیر ټکي د B درجه ده. د ټولو معاینه شوي فابریکو اوسط نمرې په هر 100 مربع گز کې له 28 پوائنټونو څخه کم دي. پورتني شرایط باید په ورته وخت کې پوره شي، حتی که یو رول په هر 100 مربع گز کې له هر 40 پوائنټونو څخه کم وي، مګر د تفتیش ټولې فابریکې بیا هم په هر 100 مربع گز کې له 28 ټکو څخه زیاتې وي، پایله هم د غیر وړ ګڼل کیږي. مختلف پارچه کولی شي د وړتیا نمرو لپاره مختلف اړتیاوې ولري، او د وړتیا نمرې هم د موافقې وروسته د پیرودونکي او عرضه کونکي لخوا مشخص کیدی شي.
02
د څلور ټکي پیمانه د کارولو اصول
· د ټولو جنګیالیو او ویفټ نیمګړتیاو کمول باید له 4 ټکو څخه ډیر نه وي.
· د پرله پسې/سایکلیک عیبونو (>9 انچو) لپاره په هر گز کې 4 ټکي؛
· 4 ټکي به د سوري، تنګ ټوټو، مهرونو او نورو بشپړ پلنوالی نیمګړتیاو لپاره کم شي؛
· د جدي عیبونو لپاره، د نیمګړتیاوو هر ګنډه به 4 ټکي وټاکل شي، لکه ټول سوري به د قطر په پام کې نیولو پرته 4 ټکي درجه بندي شي، او هر سوري به د pinholes څخه لوی وي به 4 ټکي کم شي؛
· د دوامداره نیمګړتیاوو لپاره، لکه: د پښو، له څنډه تر څنډه کروماتیک خرابوالی، د پارچه تنګ یا غیر منظم پلنوالی، کریز، د پارچه غیر مساوي رنګ کول، د نیمګړتیاوو په هر گز کې باید 4 ټکي کم شي؛
· د هغو جامو لپاره چې عرض یې له 64-66 انچو څخه لوړ وي، د مستقیم انګړ سکور کې د هر انګړ کسر په متناسب ډول له 4 ټکو څخه ډیر کیدی شي؛
· په دواړو خواوو کې د څنډې د یو انچ دننه نیمګړتیاوې به د زیان پرته نه شمیرل کیږي؛
د عیب اوږدوالی د وارپ یا ویفټ اعظمي سمت له مخې محاسبه کیږي. کله چې دوه یا څو نیمګړتیاوې سره یوځای شي، د لوی عیب واحد محاسبه کیږي؛
· پرته لدې چې بل ډول مشخص شي ، معمولا یوازې د ټوکر مخکینۍ برخه معاینه کولو ته اړتیا لري. د ساده اوبدلو جامو لپاره، د شفټ چاپ اړخ مخکینۍ اړخ دی. د دوه ګونی جامو لپاره، کیڼ اړخ مثبت دی. د تاری فابریکو لپاره، د حق پورته کول مثبت دي. د ساټین پارچه لپاره، ساټین اړخ مثبت دی. جامع ټوکر باید مخکې له میلمه سره تایید شي. ګټې او زیانونه ګډوډ مه کوئ. که چیرې د ټوکر په شاته اړخ کې نیمګړتیاوې شتون ولري چې مثبت اغیزه اغیزه کوي، د نفوذ درجه نمرې کیږي؛
· د نیمګړتیاوو لپاره چې په متقابلو یا کوچنیو ویشل شوي فاصلو کې وي، که د اندازه کولو اړونده نمرې د ټول اندازه کولو نمرو څخه لوی وي، د اندازه کولو ټول نمرې باید محاسبه شي؛
· د پټو د محاسبه کولو طریقه: د ماشین یو یا ویفټ (وارپ) سمت نیمګړتیا، عرض یې له یو سانتي مترو څخه کم دی، او هر سانتي متره له یو سانتي مترو څخه ډیر دی. یو سانتي متره د یو په توګه شمیرل کیږي.
03
نمونه کول
د نمونې معاینه، د توکو 100٪ باید بشپړ شوي وي، 80٪ بسته شوي، د اصلي بسته کولو لیست یا د فابریکې یا عرضه کوونکي څخه د کوډ لیست څخه اخیستل شوي.
د نمونو شمیر:
· 10٪، 20٪ د تحویل مقدار؛
· یا د لیږد د شمیر مربع ریښه واخلئ او په 10 سره ضرب کړئ؛
· کله چې د سپارلو مقدار له 1000 گز څخه کم وي، بشپړ تفتیش.
04
د ازموینې طریقه
· د تفتیش فاصله شاوخوا 1 گز ده، او د رڼا سرچینې اړتیاوې: د سطحې روښانتیا لږترلږه 1075 لوکس دی، او نصب کول د ټوکر سطح سره موازي دي.
· وړاندیز:
روښانه رنګ یا پتلی ټوکر، د ټوکر او ټوکر تر مینځ د ټوکر یوه ټوټه اضافه کړئ د معاینې دمخه پلیټ پلیټ.

· د بصری معاینې تفتیش ساحه: د جامو نیمګړتیاوې لکه د اوبدلو رنګ او چاپ، د عمومي بڼه جوړښت او مواد، او نور، رنګ، عرض، د رول اوږدوالی، د کمان کمان او ویفټ سکیو، بسته بندي او نښه کول.
· بڼه د پیرودونکي د حوالې نمونې پراساس کیدی شي ، په عمده ډول سټایل ، نمونه او تاثیر چیک کړئ ترڅو لږترلږه د یوې دورې لپاره د چاپ شوي جاکوارډ نمونه چیک کړئ.
جوړښت:
که چیرې پیرودونکي اړتیا ولري، تاسو کولی شئ د فایبر جوړښت، د سوت ډول، د سوت شمیره ازموینې لپاره نمونه واخلئ.
·د لاسي موادو احساس:
وګورئ چې د ټوکر لاس د پرتله کولو له مخې سخت دی که نرم، موټی یا پتلی. که چیرې نسبتا څرګند توپیر شتون ولري، دا باید په راپور کې په پام کې ونیول شي او د موادو په کالم کې د توپیرونو په توګه ثبت شي، او د مختلفو لاسي احساس نمونې باید واخیستل شي. که امکان ولري نمونې کولی شي د ورته بستې مختلف رولونو د لاس احساس پرتله کړي.
05
د چک کولو نقطه
· د رول اوږدوالی او عرض
که چیرې د یو واحد رول ریښتیني اوږدوالی او د لیبل اوږدوالی تر 2٪ ډیر وي ، نو واحد رول دوهم درجې محصول ته راټیټیږي؛
که چیرې د ټولو تفتیش شوي رولونو مجموعي اوږدوالی د نومول شوي ټول اوږدوالي له 1٪ څخه کم وي، باید راپور ورکړل شي، او ټوله بسته کیدای شي ټیټه شي؛
د مؤثرې دروازې پلنوالی په ترتیب سره په سر، مینځ او لکۍ کې 3 ځله اندازه کړئ. عموما، پیرودونکي تنګ چوکۍ نه مني، او د ویفټ لچک لرونکي پوښاک پلنوالی له 2٪ څخه کم دی.
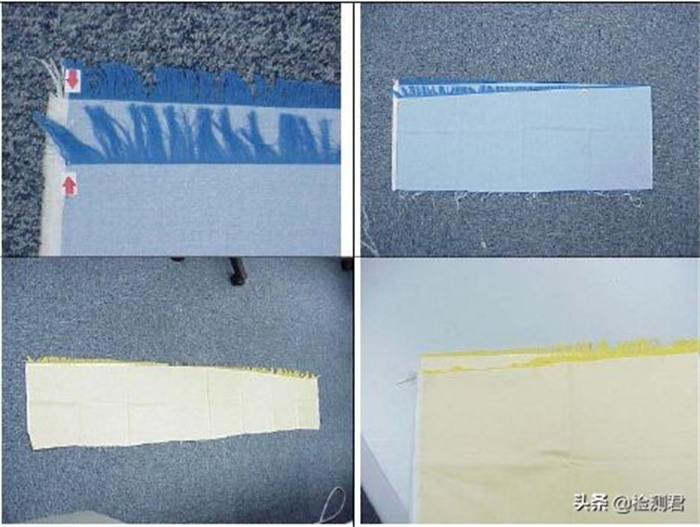
· غالۍ اوبدل
ټوکر د غالۍ لوري سره پرې کړئ، څومره چې ممکنه وي د ویفټ د غاړې لوري ته نږدې وي؛
د اوړو سوتونه یو په یو لرې کړئ؛
تر هغه وخته پورې چې یو بشپړ بټۍ رسم شي؛

په نیمه برخه کې د وارپ سره وخورئ، د څنډو فلش سره، او د لوړې نقطې او ټیټې نقطې ترمنځ فاصله اندازه کړئ.
د جامو وزن
د هر تفتیش لپاره د مختلف کویلونو څخه لږترلږه دوه نمونې وزن کړئ:
· <10OZ/SQ.YD: +/-5%;
· >10OZ/SQ.YD: +/-3%.
د جامو بسته کولو احتیاطي تدابیر
· د کاغذ ټیوب مناسب ضخامت او ځواک؛
· د کاغذ بیرل داخلي قطر؛
· د کاغذ بیرل اوږدوالی؛
· د ډیر نرم او ډیر کلک څخه ډډه وکړئ
د پوسټ وخت: اګست 14-2022