




जब यो तराजूको कुरा आउँछ, सबैले अपरिचित महसुस गर्दैनन्। तिनीहरू दैनिक जीवनमा वजन मापन गर्न धेरै व्यावहारिक छन्। साधारण प्रकारका तराजूहरूमा इलेक्ट्रोनिक किचन स्केल, इलेक्ट्रोनिक बडी स्केल र मेकानिकल बडी स्केलहरू समावेश छन्। त्यसोभए, मुख्य सामग्रीहरू के के हुन् जुन निरीक्षण गर्न आवश्यक छ र सामानहरू निरीक्षण गर्दा कुन परीक्षणहरू सञ्चालन गर्न आवश्यक छ? हामी आशा गर्दछौं कि यी सामग्रीहरू तपाईंलाई उपयोगी छन्!

कार्य सिद्धान्त
जब कुनै वस्तुलाई स्केलमा राखिन्छ, सेन्सरमा दबाब लागू हुन्छ, जसले विकृत हुन्छ, प्रतिबाधामा परिवर्तन निम्त्याउँछ। एकै समयमा, उत्तेजना भोल्टेज परिवर्तन गर्न र परिवर्तनको सिमुलेटेड संकेत आउटपुट गर्न प्रयोग गरिन्छ। संकेत एक एम्प्लीफिकेशन सर्किट र आउटपुट द्वारा एनालॉग-देखि-डिजिटल कन्भर्टरमा बढाइएको छ। सजिलैसँग प्रशोधित डिजिटल सिग्नलहरूमा रूपान्तरण गर्नुहोस् र तिनीहरूलाई परिचालन नियन्त्रणको लागि CPU मा आउटपुट गर्नुहोस्। CPU ले किबोर्ड आदेश र प्रोग्रामहरूमा आधारित मोनिटरमा यो परिणाम आउटपुट गर्दछ। यो नतिजा नआएसम्म।
तराजू को वर्गीकरण
निरीक्षण प्रक्रियामा, हामी मुख्यतया इलेक्ट्रोनिक किचन स्केल, इलेक्ट्रोनिक बडी स्केल र मेकानिकल बडी स्केलहरू प्रयोग गर्छौं।
मुख्य अवयवहरू
1) वजन सेन्सर 2) एम्पलीफायर सर्किट 3) फिल्टर सर्किट 4) एनालग-देखि-डिजिटल कन्भर्टर 5) केन्द्रीय प्रशोधन इकाई 6) विद्युत आपूर्ति सर्किट 7) बटन 8) आवास 9) संयन्त्र 10) स्केल
(१) बाहिरी / भित्री बक्सहरूको निरीक्षण
(2) रङ बक्स / ब्लिस्टर प्याकेजिङ्ग निरीक्षण
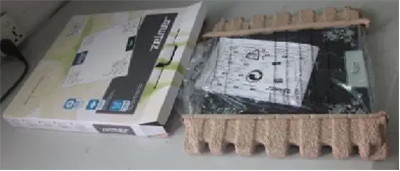
(3) सामान र अन्य वस्तुहरूको निरीक्षण
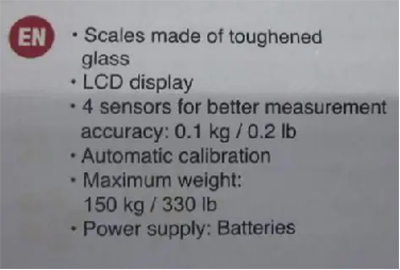
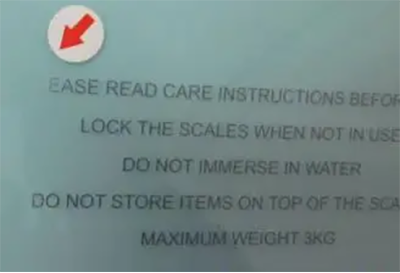
(4) निर्देशनहरू, वारेन्टी कार्डहरू, सेवा कार्डहरू, इत्यादि सहित प्याकेजिङ सामग्रीहरूमा सामग्री उत्पादनसँग सुसंगत छ?
(1) त्यहाँ तीखा किनारा र बिन्दुहरू छन्, र ब्याट्री तरल चुहावट छ?

(1) उत्पादन पुष्टिकरण निरीक्षण
सामानहरू सहित उत्पादन, ग्राहकले प्रदान गरिएको नमूनाहरू, विशिष्टताहरू, अर्डरहरू, रङ बक्स छविहरू र सामग्री, निर्देशनहरू, इत्यादि अनुरूप छ कि छैन जाँच गर्नुहोस्।
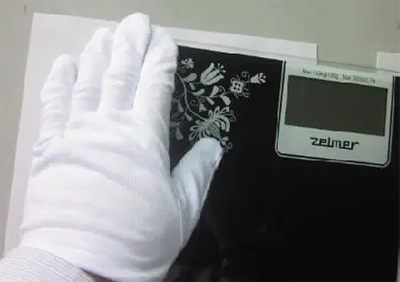
(2) दृश्य निरीक्षण
(१) ह्यान्डहेल्ड क्यामेराको साथ जाँच गर्नुहोस्: कुनै पनि विदेशी वस्तुहरू वा उत्पादन भित्र ढिलो संयोजन जाँच गर्नुहोस्
(२) एसेम्बली निरीक्षण: एक्सेसरीजको प्रत्येक भागको एसेम्बलीमा धेरै ठूला ग्यापहरू छन् कि छैनन्, यदि सहायक उपकरणहरू गलत तरिकाले स्थापना गरिएको छ वा सामानहरू धेरै खुकुलो वा टाइट छन् भने जाँच गर्नुहोस्।
(3) ब्याट्री बक्स र ब्याट्री ढोका निरीक्षण: ब्याट्री स्थापना पछि, ब्याट्री ढोका छोप्नुहोस् र आफ्नो हातले मेसिन ट्याप गर्नुहोस्। उत्पादन खराब हुनु हुँदैन। (यदि ब्याट्री उत्पादन भित्र स्थापित छ र ग्राहकले इन्सुलेशनको लागि एक सुरक्षात्मक फिल्म अनुरोध गर्दछ भने, हामीले यो फिल्म इन्सुलेशन सुरक्षा प्रदान गर्न सक्छ कि भनेर जाँच गर्न आवश्यक छ।)

(4) खुट्टाको प्याड असमान छ कि छैन भनी जाँच गर्न फिलर गेज प्रयोग गर्नुहोस्
उत्पादनलाई गिलासमा राख्नुहोस् कि यो हल्लाउँछ भनेर हेर्न, यसको मूल्य मापन गर्न र रेकर्ड गर्नको लागि फिलर गेज प्रयोग गर्नुहोस्
(१) अन/अफ स्विच ३ पटक, उत्पादनको मौलिक कार्यहरू हुनुपर्छ
(2) शुद्धता परीक्षण
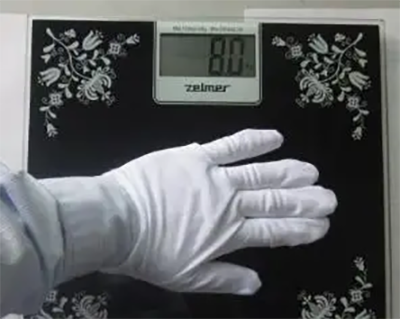
a सामान्यतया, तीनवटा तौलहरू तौलिन्छन् (यदि ग्राहकले अनुरोध गरेमा, ग्राहकको आवश्यकता अनुसार; यदि होइन भने, अधिकतम तौलको 10%, 50%, र 90% को तीन बिन्दुहरू सामान्यतया तौल्नु आवश्यक छ)
b शुद्धता आवश्यकताहरू (यदि ग्राहकले अनुरोध गरेको हो भने, ग्राहकको आवश्यकता अनुसार। यदि होइन भने, भान्साको मापन सामान्यतया +/-0। 5%, र मानव मापन ± 1% हुनुपर्छ)

(2) LCD डिस्प्ले प्रकार्य निरीक्षण (सबै स्ट्रोकहरू हराएको स्ट्रोक, आदि बिना प्रदर्शित गर्न सक्षम हुनुपर्छ।)

(4) विभिन्न स्विचहरू सामान्य रूपमा काम गर्नुपर्छ
(5) स्केलको वजन प्रदर्शन गर्नुहोस् र स्वचालित बन्द प्रकार्य जाँच गर्नुहोस्
(6) वजन एकाइ चयन स्विचहरूको निरीक्षण (Kg, Oz, Lb, आदि)

(७) छाला हटाउने कार्य निरीक्षण (भान्साको तराजूमा लागू)
उत्पादनमा 1KG वजन कोड राख्नुहोस् र "शून्य" बटन थिच्नुहोस्,
उत्पादनले '०' प्रदर्शन गर्नुपर्छ। त्यसपछि कोड थप्नुहोस्,
उत्पादनले पछिको थप कोडको तौल देखाउनु पर्छ (अर्थात, पिलिङ्ग पछिको तौल)
(8) अधिक वजन प्रकार्य सूचक निरीक्षण
(निर्देशनहरू अनुसार, यदि उत्पादनमा अधिक वजन कोड राखिएको छ भने, उत्पादनको एलसीडीले अधिक तौल देखाउनुपर्दछ।)

(९) '०' समायोजन नबको कार्य जाँच गर्नुहोस् (मेकानिकल बडी स्केलमा लागू)
('0′ knob समायोजित गर्नुहोस्, सूचकले '0' संकेत गर्न सक्षम हुनुपर्दछ र knob मा कुनै जाम वा अन्य प्रतिकूल घटना हुनु हुँदैन)
(१०) स्वचालित '०' रिसेट प्रकार्य जाँच (मेकानिकल बडी स्केलहरूमा लागू)
(उत्पादनबाट तौल हटाउनुहोस्, उत्पादन सूचक '0′ स्थितिमा फर्कनु पर्छ, र सूचकमा कुनै जामिङ वा अन्य प्रतिकूल घटनाहरू हुनु हुँदैन)
(11) म्यानुअलमा उल्लेख गरिएका अन्य कार्यात्मक आवश्यकताहरूलाई निरीक्षण आवश्यक छ
6) विशेष डाटा र मापन वस्तुहरू
(१) सुरक्षा पक्ष: कुनै पनि छैन
(२) कार्यसम्पादन परीक्षण
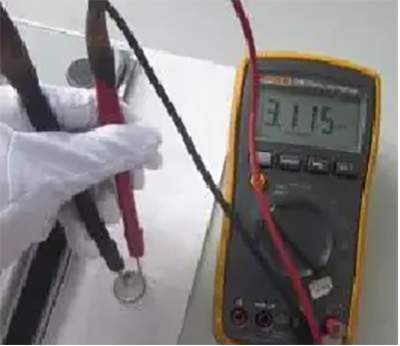
a ब्याट्री भोल्टेज मापन
ब्याट्री भोल्टेज नाममात्र भोल्टेज भन्दा बढी हुनुपर्छ भनेर जाँच गर्न मल्टिमिटर प्रयोग गर्नुहोस्
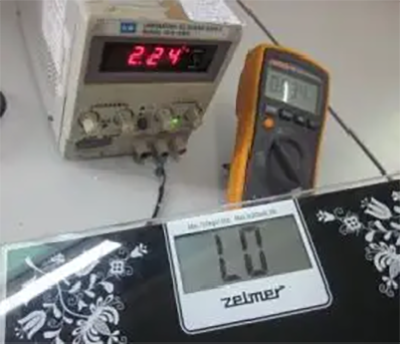
b स्ट्यान्डबाइ वर्तमान परीक्षण
मल्टिमिटरको साथ स्ट्यान्डबाइ वर्तमान जाँच गर्नुहोस् र प्यारामिटरहरू रेकर्ड गर्नुहोस्।
(उत्पादन पावर सप्लाई सर्किटमा श्रृंखलामा मल्टिमिटर जडान गर्नुहोस्, र उत्पादन सक्रिय हुँदा र सञ्चालन नगर्दा स्ट्यान्डबाइ करन्ट हो)

ग कम भोल्टेज प्रदर्शन समारोह निरीक्षण
(कम भोल्टेज प्रदर्शन ग्राहक मापदण्ड वा निर्देशन अनुरूप हुनुपर्छ)
d अधिकतम तौल दायरा निरीक्षण
(अधिकतम तौल दायरा ग्राहकको मानक, रंग बाकस, र निर्देशन पुस्तिका संग अनुरूप हुनुपर्छ)
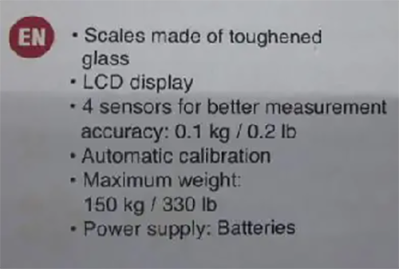
e संकल्प जाँच
(उत्पादनको रिजोल्युसन ग्राहकको मापदण्ड, रङ बक्सहरू, र निर्देशनहरूसँग अनुरूप हुनुपर्छ)
f दोहोर्याइएको तौल त्रुटि जाँच
(उत्पादनको एउटै स्थितिमा नाममात्र अधिकतम तौलको ५०% तौल तीन पटक, र तौलमा तीन पटक परिवर्तन रेकर्ड गर्नुहोस्। रिजोल्युसन एकाइ 1 ग्रिड भन्दा बढी हुनु हुँदैन।)
g एकल वा दोहोरो खुट्टा तौल त्रुटि जाँच (मानव स्केलमा लागू)
(एक वा दुई खुट्टाको उत्पादनमा तौल - पूर्ण तौलको नजिकको तौल चयन गर्नुहोस् र तौलमा परिवर्तनहरू तुलना गर्नुहोस्, जुन 1 ग्रिड रिजोल्युसन एकाइ भन्दा बढी हुनु हुँदैन)
h। आन्तरिक प्रक्रिया र प्रमुख घटक निरीक्षण

(3) आयामी निरीक्षण
a बारकोड स्क्यानिङ निरीक्षण
स्क्यानरको साथ तीन पटक बारकोड स्क्यान गर्नुहोस्
बारकोड पढ्न योग्य हुनुपर्छ र स्क्यानरद्वारा प्रदर्शित नम्बर बारकोडमा छापिएको नम्बरसँग मिल्नुपर्छ।
b ढुवानी कार्टनको आयाम र वजनको निरीक्षण
उत्पादनको लम्बाइ x चौडाइ x उचाइ नाप्नुहोस् वा उत्पादन विशिष्टताहरूसँग तुलना गर्नुहोस्। यदि कुनै उत्पादन विशिष्टताहरू प्रदान गरिएको छैन भने, रिपोर्टमा डाटा रेकर्ड गर्नुहोस्।
ग उत्पादन बाह्य आयामहरूको मापन
यदि उत्पादन वा प्याकेजिङ्ग आकार ग्राहकको विशिष्टतामा उल्लेख गरिएको छैन भने, यो परीक्षण उपयुक्त छैन।
d यातायात परीक्षण
(a) ढुवानी कार्डबोर्ड बक्स ड्रप टेस्ट (यदि ग्राहक द्वारा अनुरोध गरिएको छैन भने, यो परीक्षण उपयुक्त छैन)।

1. बाहिरी बक्स र माइक्रोफोनको खराब मुद्रण
2. रंग बाकस को कुना मा झुर्रियों
3. प्लास्टिकको झोलामा 'कृपया' शब्दको खराब छाप
4. 0.3mm को व्यास भएको ऐना भित्र फोहोर छ
5. उत्पादन शेलको पछाडि डेन्टहरू छन्, 1.5mm को व्यास संग
6. कचौराको सतहमा स्क्र्याचहरू (लम्बाइ 15mm)
7. गोङ्ग धागो कसीसँग कसिएको छैन

पोस्ट समय: अप्रिल-11-2024