




שאַוערז זענען קלאָזעט פּראָדוקטן וואָס מיר דאַרפֿן צו נוצן יעדער טאָג אין אונדזער טעגלעך לעבן. שאַוערז קענען בכלל זיין צעטיילט אין צוויי טייפּס: האַנט-געהאלטן שאַוערז און פאַרפעסטיקט שאַוערז. ווי צו דורכקוקן די שפּריץ קאָפּ? וואָס זענעןדי דורכקוק סטאַנדאַרדספֿאַר שאָווערהעאַדס? וואָס זענען די אויסזעןדורכקוק סטאַנדאַרדספֿאַר שפּריץ פּראָדוקטן?

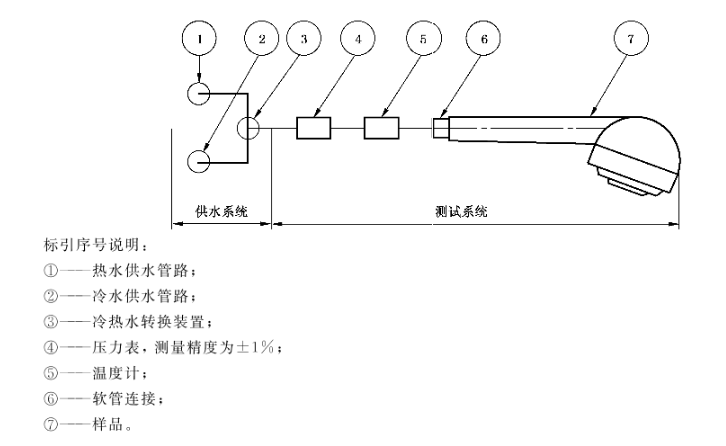
וויסואַל דורכקוק אין אַ ווייַטקייט פון 600 מם ± 50 מם פון די שפּריץ קאָפּ אונטער די לייטינג טנאָים פון 3001 קס 20 1 קס
1. די ויסווייניקסט ייבערפלאַך פון קופּער קאַסטינגז זאָל נישט האָבן חסרונות אַזאַ ווי שרינגקידזש קאַוויטיז, בליסטערז, קראַקס און פּאָרעס, און די ינער קאַוואַטי זאָל נישט האָבן מאָלדינג זאַמד אַדכירינג צו עס;
2. די ויסווייניקסט ייבערפלאַך פון פּלאַסטיק טיילן זאָל נישט האָבן קלאָר ווי דער טאָג חסרונות אַזאַ ווי ריפּאַלז, סקראַטשיז, מאַדאַפאַקיישאַן שעדיקן, אאז"ו ו;
3. אַלע סערפאַסיז וואָס קענען זיין גערירט דורך דעם מענטש גוף בעשאַס נוצן זאָל נישט האָבן שאַרף עקן אָדער אנדערע פאַרבאָרגן דיינדזשערז וואָס קען פאַרשאַפן שאָדן צו דעם מענטש גוף.
4. נאָך ינסטאַלירונג, עס זאָל זיין קיין אַנפּלייטיד געביטן אויף די ילעקטראָופּלייטאַד ייבערפלאַך. די ייבערפלאַך זאָל זיין העל און אפילו, און קיין פּילינג, פּילינג, בליסטערינג, אאז"ו ו.
גשמיות און כעמישער פאָרשטעלונג טעסטינג
1. פּייפּ פאָדעם אַקיעראַסי דורכקוק
די רער פאָדעם אַקיעראַסי פון די פונדרויסנדיק קשר פון די שפּריץ קאָפּ זאָל זיין געמאסטן מיט אַ פאָדעם מאָס פון קאָראַספּאַנדינג אַקיעראַסי. די רער פאָדעם אַקיעראַסי פון די פונדרויסנדיק קשר פון די שפּריץ קאָפּ זאָל טרעפן די באַטייַטיק אַקיעראַסי באדערפענישן.
2.סאַפעטי פאָרשטעלונג דורכקוק
- ינסטאַלירן די שפּריץ קאָפּ אין נוצן שטאַט. נאָך די וואַסער טעמפּעראַטור איז 42 C2C, די דינאַמיש דרוק איז 0.10 מפּאַ 0.02 מפּאַ און די דינאַמיש דרוק איז 0.30 מפּאַ ± 0.02 מפּאַ. נאָך סטאַביל נוצן פֿאַר 10 מינוט און 10 סעקונדעס, קאָנטראָלירן צי אַלע פּאַרץ פון די שפּריץ קאָפּ זענען אין גוט צושטאַנד מיט האַנט. פלעקסאַבאַל, קאָנטראָלירן די שפּריץ קאָפּ, יעדער קאָמפּאָנענט פון די שפּריץ קאָפּ זאָל זיין פלעקסאַבאַל, די שפּריץ קאָפּ זאָל האָבן קיין קלאָר ווי דער טאָג דיפאָרמיישאַן, און די וואַסער שפּריץ מוסטער זאָל נישט טוישן.
- ינסטאַלירן די שפּריץ קאָפּ אין נוצן, מיט די וואַסער טעמפּעראַטור ריספּעקטיוולי 70 C ± 2 C, דינאַמיש דרוק 0.05 מפּאַ 0.02 מפּאַ און דינאַמיש דרוק 0.50 מפּאַ ± 0.02 מפּאַ. נאָך סטאַביל נוצן פֿאַר 10 מינוט און 10 ס, קאָנטראָלירן די פאַרשידן פֿעיִקייטן פון די שפּריץ קאָפּ מיט האַנט. קוק צי די טיילן זענען פלעקסאַבאַל. קוק די שפּריץ קאָפּ. יעדער טייל פון די שפּריץ קאָפּ זאָל זיין פלעקסאַבאַל, די שפּריץ קאָפּ זאָל האָבן קיין קלאָר ווי דער טאָג דיפאָרמיישאַן, און זייַן וואַסער שפּריץ מוסטער זאָל נישט טוישן.
3.סורפאַסע קאָוטינג און פּלייטינג קוואַליטעט
- גיך קאָאָלינג און גיך באַהיצונג פאָרשטעלונג פּרובירן
די טעסטינג סטעפּס פֿאַר קוואַליטעט רעקווירעמענץ פֿאַר ייבערפלאַך קאָוטינג און פּלייטינג פון פּלאַסטיק טיילן זענען ווי גייט:
אַ) שטעלן די מוסטער אין אַ ויוון מיט אַ טעמפּעראַטור פון 70 °C ± 2C און האַלטן עס פֿאַר 30 מינוט;
ב) גלייך שטעלן די מוסטער בייַ אַ טעמפּעראַטור פון 15C ~ 20C פֿאַר 15 מינוט;
c) גלייך שטעלן די מוסטער בייַ אַ טעמפּעראַטור פון -30C ~ -25C פֿאַר 30 מינוט;
ד) גלייך שטעלן די מוסטער בייַ אַ טעמפּעראַטור פון 15C ~ 20C פֿאַר 15 מינוט.
די אויבן איז אַ גיך קאָאָלינג און גיך באַהיצונג פּרובירן ציקל, און די פּראָבע איז דורכגעקאָכט אַקאָרדינגלי, פֿאַר אַ גאַנץ פון 5 סייקאַלז. נאָך די ציקל פּרובירן, וויזשוואַלי דורכקוקן צי די ייבערפלאַך קאָוטינג פון די מוסטער איז דאַמידזשד אונטער אַ צעוואָרפן ליכט מקור פון 700 1 קס ~ 1 000 רענטגענ ינטענסיטי אין אַ ווייַטקייט פון 300 מם און 20 מם פון די מוסטער.
4.סעאַלינג פאָרשטעלונג דורכקוק
פאַרבינדן די מוסטער צו די וואַסער צושטעלן רערנ - ליניע. די וואַסער צושטעלן טעמפּעראַטור איז 70 °C ± 2 °C. די פּראָבע דינאַמיש דרוק איז 0.05 מפּאַ ± 0.02 מפּאַ און 0.50 מפּאַ ± 0.02 מפּאַ פֿאַר 5 מינוט ± 10 ס ריספּעקטיוולי. קוק צי עס איז קיין ליקאַדזש צווישן די שפּריץ קאָפּ און זייַן קאַנעקטינג טיילן. וואַסער סיפּיידזש דערשיינונג.
5.מעטשאַניקאַל שטאַרקייַט דורכקוק
עס זאָל זיין קיין קראַקס, קענטיק שטענדיק דיפאָרמיישאַן אָדער אנדערע שעדיקן נאָך דורכקוק.
6.האָט און קאַלט מידקייַט קעגנשטעל פאָרשטעלונג פּרובירן
די וואַסער צושטעלן טעמפּעראַטור אין די הייס וואַסער סוף איז 70 C2, די וואַסער צושטעלן טעמפּעראַטור אין די קאַלט וואַסער סוף איז 20 C2, און די וואַסער צושטעלן לויפן קורס איז 0.30 מפּאַ ± 0.02 מפּאַ. ווען קאַנדאַקטינג די פּראָבע מיט די מאַקסימום לויפן גאַנג און די קאַנווערזשאַן צייט איז נישט יקסיד 2 s, 2 n קאַלט וואַסער איז סאַפּלייד ערשטער, און דעמאָלט 2 מין הייס וואַסער פֿאַר איין ציקל, דורכפירן 300 ציקל טעסץ. נאָך דורכקוק, עס זאָל זיין קיין ליקס, קראַקס, קענטיק שטענדיק דיפאָרמיישאַנז און פאַנגקשאַנאַל פייליערז.
7.פלאָוו דורכקוק
די פּרובירן וואַסער צושטעלן טעמפּעראַטור ט <30C, די פּרובירן האט די פאלגענדע סטעפּס
- סטרויערן די פּרובירן מיטל מיט אַ דינאַמיש דרוק פון 0.10 מפּאַ ± 0.02 מפּאַ, האַלטן די דרוק סטאַביל פֿאַר 1 מינוט, און רעקאָרדירן די לויפן קורס Q1. האַלטן די סטאַטוס פון די פּרובירן מיטל אַנטשיינדזשד און קער אַוועק די וואַסער צושטעלן.
- ינסטאַלירן די מוסטער אויף די פּראָבע מיטל, אָנהייב די וואַסער צושטעלן, סטרויערן די דינאַמיש דרוק פון די פּרובירן צו 0.10 מפּאַ ± 0.02 מפּאַ, האַלטן די דרוק סטאַביל פֿאַר 1 מינוט, פּרובירן און רעקאָרדירן די לויפן קורס פון די שפּריץ קאָפּ; פּרובירן 3 מאל, און נעמען די אַריטמעטיק דורכשניטלעך ק 1.
| סטיל | די לויפן קורס |
| האַנט שפּריץ | ≤7.5 |
| פאַרפעסטיקט שפּריץ קאָפּ | ≤9.0 |
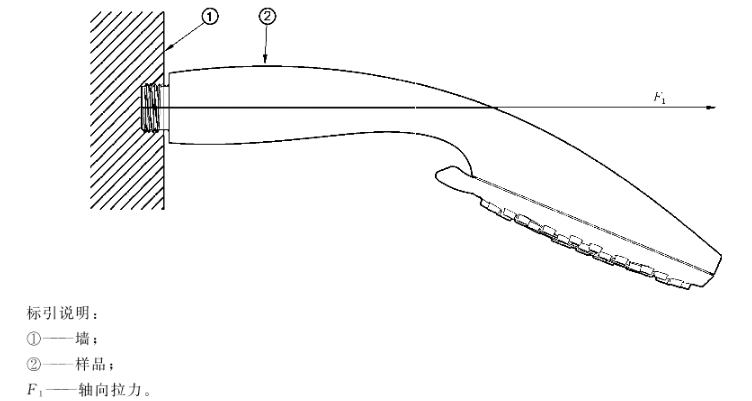
8.טענסילע פאָרשטעלונג דורכקוק
ינסטאַלירן און פאַרריכטן די שפּריץ וואַסער ינלעט מיט די וואָס ריכטן קאַנעקטינג מיטל פאָדעם, צולייגן אַ אַקסיאַל פּולינג קראַפט F פון 500 N10 N צו די שפּריץ קאָפּ, און האַלטן עס פֿאַר 15 ס 5. טשעק צי עס איז קיין קלאָר ווי דער טאָג שעדיקן צו די שפּריץ שעפּן, שפּריץ קאָפּ, אאז"ו ו אין יעדער קשר טייל. אַראָפּנעמען די שפּריץ קאָפּ און פאַרבינדן עס צו די וואַסער צושטעלן רערנ - ליניע. האַלטן עס פֿאַר 5 מינוט ± 5 ס אונטער די באדינגונגען פון וואַסער צושטעלן טעמפּעראַטור נישט העכער ווי 30C און דינאַמיש דרוק פון .50 מפּאַ0.02 מפּ. קוק צי עס איז ליקאַדזש אין די שפּריץ קאָפּ און זייַן קאַנעקטינג טיילן. .
9. קעגנשטעל צו ינסטאַלירונג מאַסע דורכקוק
די קעגנשטעל פון די שפּריץ קשר רער פאָדעם צו ינסטאַלירונג מאַסע וועט זיין טעסטעד אין לויט מיט רעגיאַליישאַנז. נאָך די פּראָבע, די פאָדעם וועט האָבן קיין קראַקס, קיין שעדיקן און טרעפן די באדערפענישן אין די טיש אונטן.
| סטיל | קשר פאָדעם טיפּ | טאָרסיאָנאַל מאָמענט |
| האַנט שפּריץ | פּלאַסטיק / מעטאַל קאַנעקטער | ≥5 |
| פאַרפעסטיקט שפּריץ קאָפּ | פּלאַסטיק קאַנעקטער | ≥5 |
| מעטאַל קאַנעקטער | ≥20 |
10.קאָאָלינג פּרובירן
עס איז סטיפּיאַלייטיד אַז די טעמפּעראַטור פאַלן זאָל נישט זיין מער ווי 3C בעשאַס די פּראָבע.
11.שאָווער פֿונקציע קאַנווערזשאַן לעבן פּרובירן
דעם פּראָבע זאָל זיין דורכגעקאָכט פֿאַר שאַוערז מיט 2 אָדער מער וואַסער דזשעץ. נאָך 10,000 סייקאַלז ווי ספּעסיפיעד, די רעקווירעמענץ זאָל זיין באגעגנט.
12.האַנד-געהאלטן שפּריץ אַנטי-סיפאָן דורכקוק
אין דער שפּריץ סיסטעם, אויב די קאַנעקטינג טיילן אנדערע ווי די האַנט-געהאלטן שפּריץ קאָפּ, אַזאַ ווי כאָוזיז און פאָסאַץ, טאָן ניט האָבן אַנטי-סיפאָן דעוויסעס, די האַנט-געהאלטן שפּריץ קאָפּ זאָל האָבן אַנטי-סיפאָן פונקציע. די אַנטי-סיפאָנאַגע פאָרשטעלונג איז טעסטעד אין לויט מיט רעגיאַליישאַנז, און עס איז קיין קענטיק וואַסער מדרגה אין די עפענען רער.
13.סווינג פאָרשטעלונג פּרובירן פון ספעריש קשר
פֿאַר באַוועגלעך פאַרפעסטיקט שאַוערז אָדער שפּריץ קעפ מיט פּילקע קאַנעקשאַנז, דעם פּראָבע זאָל זיין דורכגעקאָכט. נאָך 10,000 סייקאַלז אין לויט מיט די רעגיאַליישאַנז, די פּילקע קשר טיילן זאָל האָבן קיין ליקאַדזש און זאָל טרעפן די באדערפענישן.
14.פונקטיאָן סוויטשינג קראַפט פּרובירן
פֿאַר אַ מולטי-פאַנגקשאַנאַל שפּריץ קאָפּ, פאַרבינדן די מוסטער צו די וואַסער צושטעלן רערנ - ליניע אונטער די באדינגונגען פון וואַסער צושטעלן טעמפּעראַטור T≤30 ° און דינאַמיש דרוק 0.25 מפּ ± 0.02 מפּאַ, און נוצן די שטויס מעטער פּרובירן פונקציע צו באַשטימען די קראַפט ווערט אין די סוף פון די שעפּן. זייַן פונקציע סוויטשינג קראַפט אָדער טאָרק זאָל נישט זיין גרעסער ווי 45 אָדער 1.7 נם; פֿאַר פּראָדוקטן דיזיינד פֿאַר פאַרקריפּלט, איידער און נאָך לעבן טעסטינג, עס זאָל נישט זיין העכער ווי 22 N.
15.Ball קאָפּ מאַך מאַכט פּרובירן
פֿאַר באַוועגלעך פאַרפעסטיקט שאַוערז מיט פּילקע קאַנעקשאַנז, די פּילקע קאָפּ מאַך קראַפט איז פארלאנגט צו זיין טעסטעד און זאָל נישט יקסיד 45N.
16.דראָפּ פּרובירן
כאַנדכעלד שאָווערהעאַדס זענען טעסטעד אין לויט מיט רעגיאַליישאַנז, און קיין דיפאָרמיישאַן אָדער קראַקס וואָס ווירקן זיכערקייַט און נאָרמאַל אָפּעראַציע זענען ערלויבט. פּאַרץ וואָס ווערן אפגעשיידט אָדער פאַלן אַוועק בעשאַס די פּראָבע קענען זיין ריינסטאַלד און דער מוסטער זאָל האַלטן נאָרמאַל פאַנגקשאַנאַליטי. נאָך די פּראָבע, די האַנט שפּריץ זאָל נאָכקומען מיט די באדערפענישן.
17.ינדזשעקשאַן קראַפט דורכקוק
ווען טעסטעד אין לויט מיט רעגיאַליישאַנז, די דורכשניטלעך שפּריץ קראַפט פון די כאַנדכעלד שפּריץ זאָל נישט זיין ווייניקער ווי 0.85 ען. אויב די בלום ווייַן קאַנטיינד אין עס האט קייפל וועגן פון דיסטשאַרדזשינג וואַסער, די מאַקסימום דורכשניטלעך שפּריץ קראַפט וועט זיין געוויינט.
פּאָסטן צייט: יאנואר 25-2024