




近日,国家市场监管总局和国家标准化管理委员会联合发布了最新平板玻璃检验方法和标准(GB 11614-2022),涉及厚度偏差检验、最小点缺陷及允许数量确认、光学变形检验等内容。 、运输包装要求等,新标准将于2023年8月1日起实施。
本次平板玻璃标准更新主要包括以下修改和变化:
- 增加了虹彩定义;
——按外观质量分为合格品、一等品、优秀品三个等级,改为普通等级和优质加工等级;
——改变了厚度偏差和厚度差;
——改变了点缺陷的最小和允许数量;
——改变了光学畸变的要求;
——改变了大块有色平板玻璃透过率偏差和颜色均匀性的要求;
——增加了虹彩要求、检验方法和判定规则。
玻璃由于其透明性和一定的强度,在日常生活中被广泛应用,如玻璃杯、玻璃瓶、镜子、窗户、车窗等。玻璃易碎,一旦破碎,很容易造成严重伤害。因此,对玻璃制品进行检验是必要的。

为确保供应商生产的玻璃产品符合目标市场的质量和安全标准,同时确保工厂按时交货,可进行生产初期检验、生产中期检验和生产最终检验。针对玻璃制品进行。
玻璃制品检验现场检验人员的一般检验要点如下:
玻璃产品检验 1. 产品尺寸测量 2. 产品重量检验 3. 比例及数量检验 4. 外观检验 5. 印刷图案胶带测试 6. 冷热冲击测试 7. 玻璃拉力测试 8. 容量测试 9. 坡度稳定性测试 10 .底部稳定性测试 11. 漏水测试 12. 条码扫描测试 13. 产品包装检验
1、产品尺寸测量
对于平板玻璃,需要测量长度、宽度和厚度,具体偏差参照表1;对于杯子等玻璃制品,应测量长、宽、高、厚。若客户无特殊要求,偏差应控制在3%以内。
使用工具:金属尺或钢卷尺、测厚仪或螺旋千分尺。
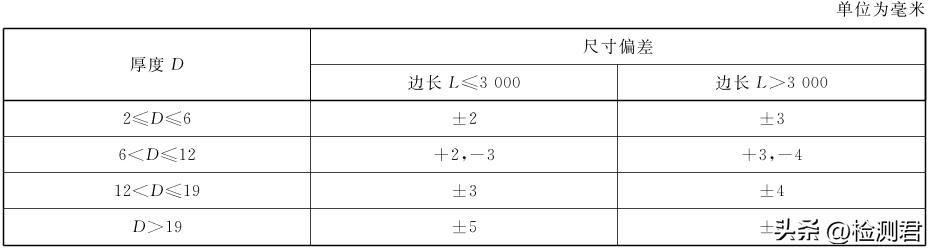
平板玻璃厚度偏差允许值
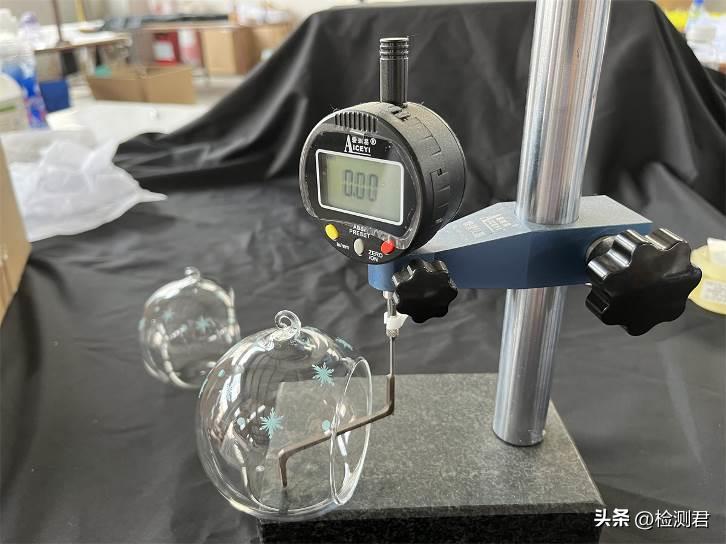
玻璃产品尺寸测量
2.产品重量检查
测量单个产品的重量和包装后的整箱重量。如客户无特殊要求,单件重量偏差控制在3%以内,整箱重量偏差控制在5%以内。
3. 比例及数量检查
若产品尺寸、颜色、款式等不同,需核对相应数量并记录。
4.目视检查
目视检查是玻璃检查的重要组成部分。需详细检查是否有气泡、划痕、气泡等缺陷。详情请参阅下文玻璃检测中的常见缺陷/瑕疵。
5、印刷图案胶带测试
对于玻璃上的印刷图案,应进行涂层附着力测试:
用3M 600胶带对印刷面做附着力测试,内容不应脱落10%。
6. 热冲击试验
将85±5摄氏度的水放入产品中3分钟;倒掉热水,并快速将35±5摄氏度的水倒入产品中3分钟。试验后,玻璃制品应无漏水、无破损现象。
7. 玻璃张力测试
使用工厂提供的拉力测试仪检测玻璃的热膨胀程度和拉力,必须满足客户的要求。

玻璃张力测试
8. 容量测试
将产品装满水,然后将水倒入量杯中并读取数值。测量值的偏差应控制在±3%的公差范围内。
9、边坡稳定性试验
将等体积的水放入玻璃制品中,并将其放置在倾斜度为10度的斜坡上。产品应放置在斜坡上,不得打滑。
10、底部稳定性测试
将玻璃制品放置在平坦的水平面上,检查是否稳定、不倾斜。如果有晃动,则为不合格产品。
11. 漏水测试
许多玻璃产品用于容纳液体,因此需要进行漏水测试。
带密封圈的玻璃器具,如玻璃水瓶、玻璃饭盒等,测试方法:将一定量的水倒入器具内,密封,倒置3分钟,检查是否漏水。
不带密封圈的玻璃制品:将产品注满水或加入等量的水至设计体积,放在白纸上静置5分钟。测试后白纸应无水痕。
12.条码扫描测试
玻璃制品或包装彩盒上的条码应打印清晰,并用条码扫描仪扫描,结果与产品一致。
13、产品包装检验
由于玻璃易碎,玻璃制品的包装一般需要满足以下要求:
一个。玻璃包装上应有标志或标签,标明产品名称、生产厂家、注册商标、工厂地址、质量等级、颜色、规格、数量、生产日期、标准编号及轻装轻卸、易碎、防雨、防潮——证明标志或文字;
b.玻璃包装应便于装卸和运输,并应采取防护和防霉措施。一般情况下,建议玻璃制品采用木箱包装。
常见的目视检查缺陷/玻璃检查中的缺陷:
玻璃制品常见的外观缺陷有:气泡、夹杂物(杂质)、斑点(污垢)、压痕、划痕、锐边、表面裂纹等。以下是点缺陷(包括气泡、夹杂物、斑点)的最新标准和要求):
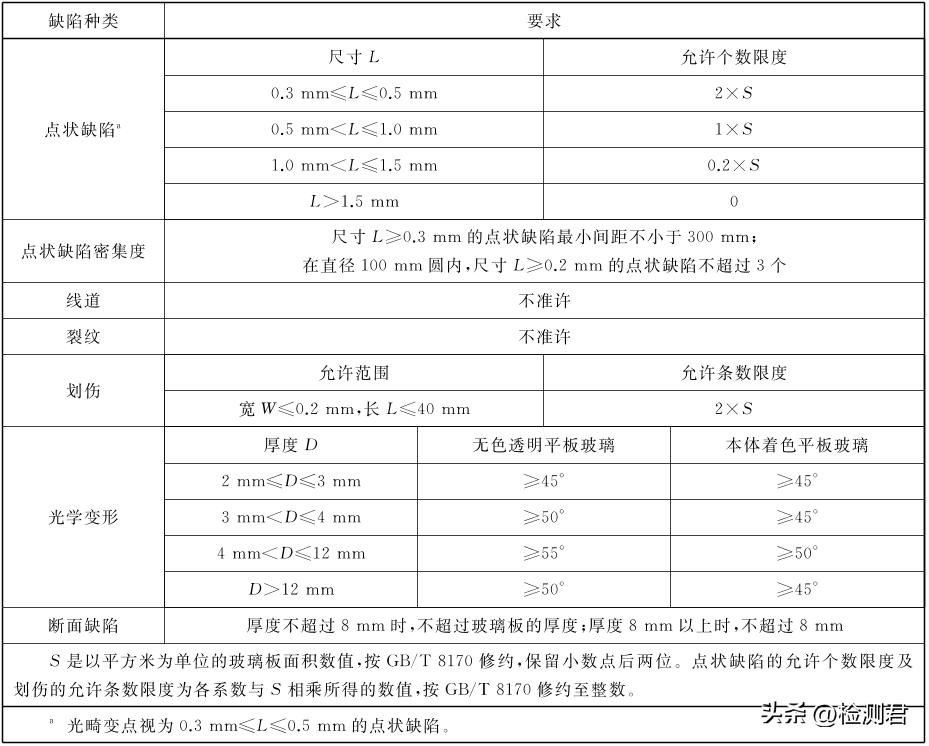
普通平板玻璃外观质量检验标准
常见外观检验缺陷/缺陷图片:
气泡:

夹杂物(杂质):

斑点(污垢):

接缝处压痕:

划痕:

尖角:

表面裂纹:

以上是玻璃制品的一般检验方法。由于玻璃制品的款式和功能多种多样,具体的现场检验方式可根据客户需求进行调整。
发布时间:2022年9月1日